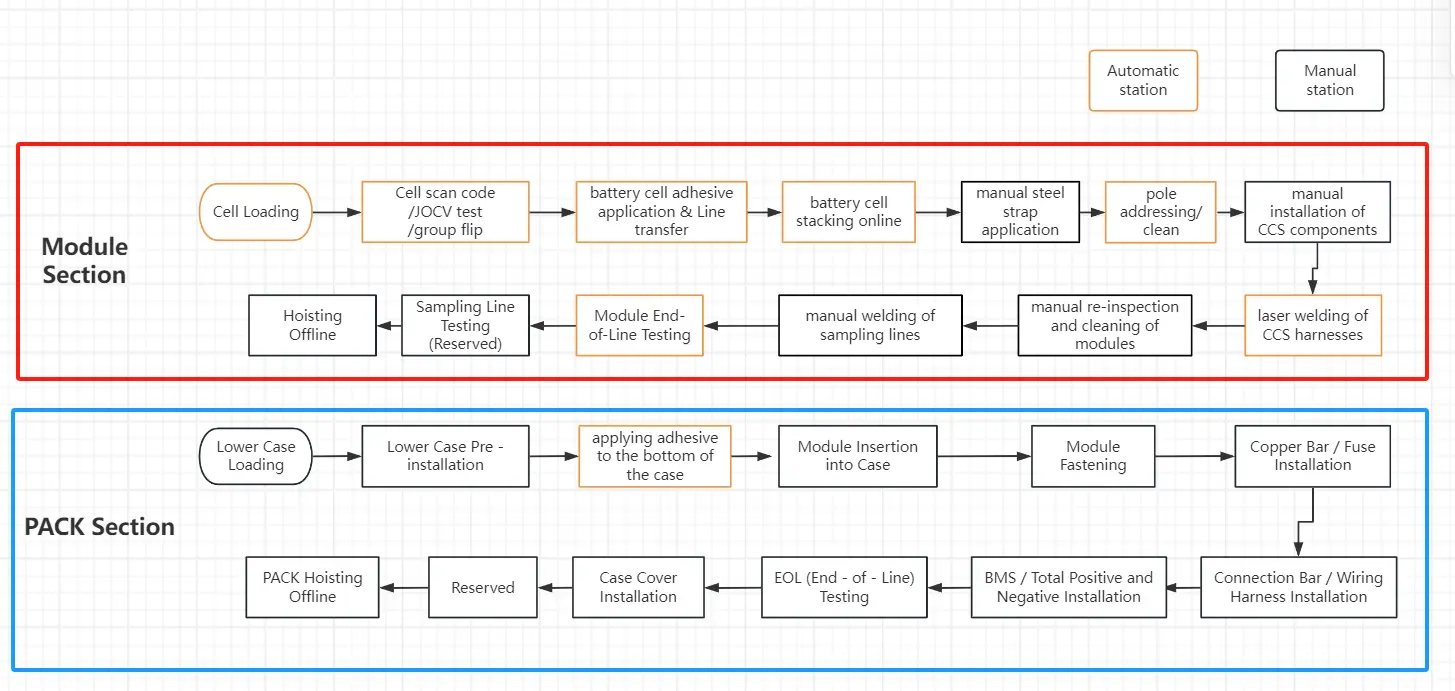
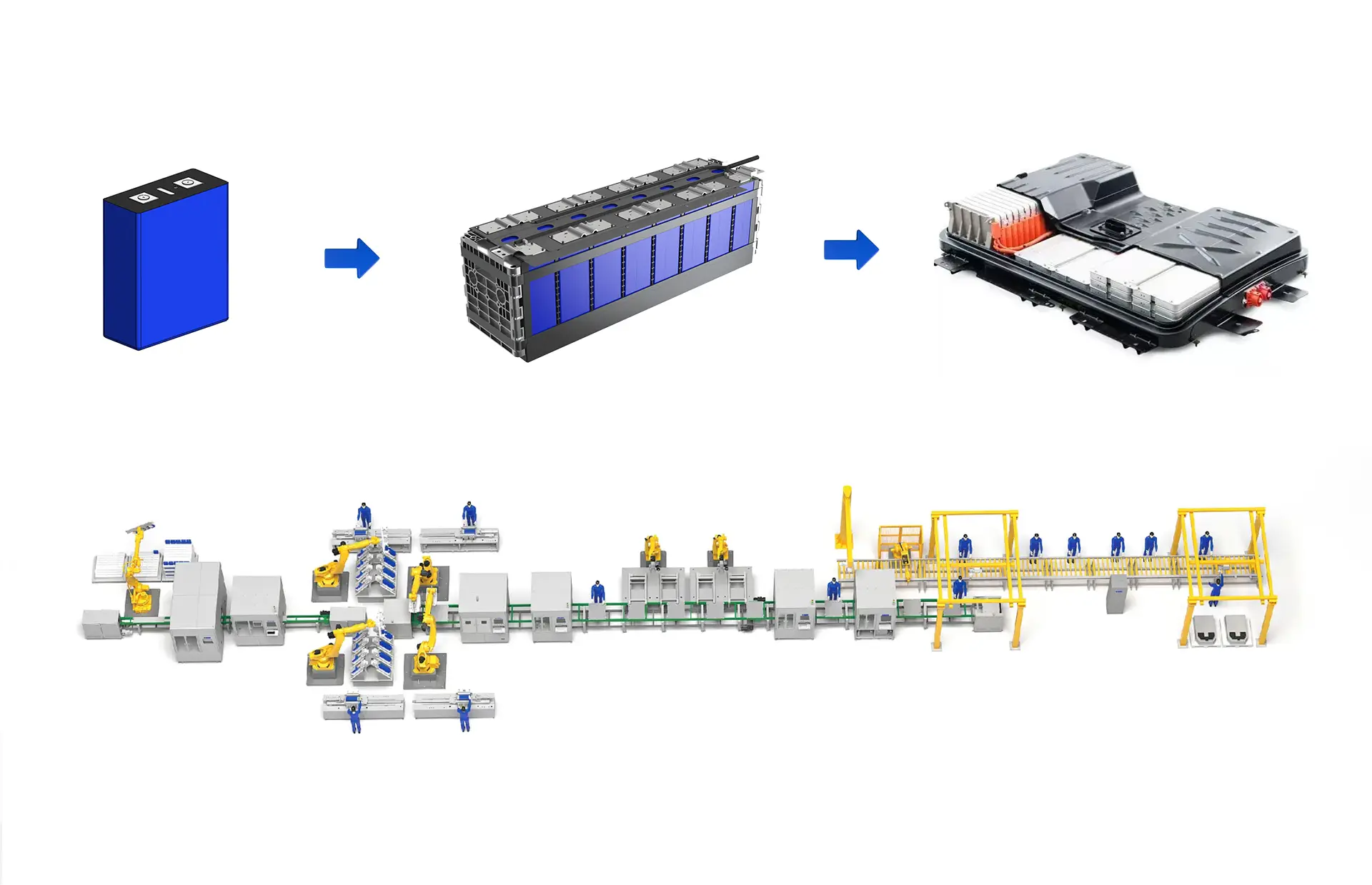
I. Panoramica e processi principali della linea di assemblaggio dei pacchi batteria
IL linea di assemblaggio dei pacchi batteria, La linea di assemblaggio PACK, nota anche come linea di assemblaggio PACK, è una linea di produzione dedicata che assembla più celle singole in un pacco batterie completo che può essere utilizzato direttamente attraverso una serie di processi automatizzati o semi-automatizzati. Integra funzioni quali la gestione delle celle, i collegamenti elettrici, l'assemblaggio strutturale, l'integrazione del sistema e i test di qualità, fungendo da unità produttiva centrale per garantire le prestazioni, la sicurezza e l'efficienza produttiva dei pacchi batteria.
Come assemblare un pacco batteria
Chiarire i requisiti fondamentali: Prodotto e capacità
- Tipo di cellula: La linea di produzione deve corrispondere alla forma del prodotto.
- Batterie a cassa quadrata: Attualmente il mainstream del mercato, con una tecnologia matura e requisiti di alta precisione per l'impilamento e la saldatura.
- Batterie cilindriche: La linea di assemblaggio deve gestire in modo efficiente un gran numero di piccole cellule, con elevati requisiti di smistamento, sequenziamento e ritmo di saldatura.
- Batterie soft-pack: I processi principali prevedono la saldatura delle linguette e il confezionamento in film di alluminio-plastica, con requisiti rigorosi per il controllo delle polveri e la sigillatura delle confezioni.
- Obiettivi di capacità: Distinguere tra “picco teorico” e “capacità sostenibile”. La pianificazione deve basarsi sugli obiettivi di produzione giornaliera/annuale attuali e futuri per i prossimi 3-5 anni, considerando il tasso di utilizzo complessivo dell'apparecchiatura (in genere, la capacità progettata dovrebbe essere superiore di circa 20% rispetto alla domanda effettiva).
- Specifiche del prodotto: L'energia nominale (kWh), la tensione, le dimensioni e altri parametri del pacco batteria influenzano direttamente il layout e la progettazione degli utensili della linea di produzione.

Selezione dello stile della linea di assemblaggio del pacco batteria
La scelta dello stile di una linea di assemblaggio di pacchi batteria riguarda essenzialmente trasformare i vincoli strategici in configurazioni di linea di produzione eseguibili. Il nucleo deve concentrarsi su tre aspetti fondamentali: la forma del prodotto, il ritmo della capacità e il percorso del processo, bilanciando al tempo stesso i costi e la flessibilità attraverso l'automazione e le funzionalità dei dati. Di seguito sono riportati i dettagli approfonditi di ciascuna dimensione di selezione, insieme a strumenti pratici e casi di studio:
1. Forma del prodotto: Le differenze di processo definiscono la logica di fondo della linea di produzione
Le caratteristiche strutturali delle diverse forme di batteria definiscono direttamente i processi di base e la selezione delle apparecchiature. Utilizzare il Matrice di confronto tra i tipi di linea di produzione】 per identificare rapidamente le differenze:
| Forma del prodotto | Differenze di processo fondamentali | Nodi chiave dell'automazione | Requisiti di pulizia | Gamma di capacità a linea singola (UPH) | Gamma di costi tipici (10.000 CNY/m) |
|---|---|---|---|---|---|
| Involucro quadrato | Saldatura laser delle sbarre (controllo della deformazione termica), fissaggio dei moduli (precisione della coppia ±5%), test di tenuta del pacco (IP67) | Stazione di serraggio automatico dei moduli, controllo online della qualità della saldatura laser (riconoscimento visivo AI delle cricche dei cordoni di saldatura) | Classe locale 8 (livello 10.000) | 15-30 | 8-12 |
| Cilindrico (ad es., 4680) | Saldatura laser full-tab (saldatura sincrona a più stazioni), polimerizzazione della colla (controllo dello spessore dello strato di colla ±0,1 mm), integrazione dei componenti di gestione termica | Macchine formatrici di linguette, sistemi di iniezione di colla ad alta velocità, rilevamento della struttura interna a raggi X | Classe complessiva 7 (livello 1.000) | 20-40 | 10-15 |
| Imballaggio morbido | Sovrapposizione di fogli (controllo della tensione ±1N), sigillatura superiore e laterale (temperatura di saldatura a caldo ±2℃), incollaggio della piastra di raffreddamento a liquido (uniformità di pressione < ±5kPa) | Sistema di controllo della tensione del foglio, rilevamento CCD della qualità di saldatura a caldo, sensori di pressione di incollaggio | Classe complessiva 7 (livello 1.000) | 10-25 | 12-18 |
Caso di studio: Un'azienda automobilistica europea aveva inizialmente previsto di introdurre una linea di produzione cilindrica. Tuttavia, poiché la resa di saldatura con il metodo 4680 full-tab è stata solo di 85% (inferiore all'obiettivo di 95%), si è passati temporaneamente a una linea di produzione di involucri quadrati. Analisi attraverso Studi di casi comparativi】 ha dimostrato che la maturità della tecnologia di saldatura delle sbarre per tubi a sezione quadrata è elevata (resa superiore a 98%). Nonostante una capacità in linea singola inferiore di 5%, l'investimento in attrezzature è diminuito di 15%, portando alla produzione di massa entro 6 mesi.
2. Capacità e ritmo: Dal “picco teorico” alla “produzione sostenibile”.”
La pianificazione della capacità deve evitare l“”ossessione UPH", concentrandosi invece sul bilanciamento delle esigenze a breve termine con l'espansione a lungo termine attraverso una Tabella di marcia per gli investimenti a tappe】:
1. Definizione del livello di capacità
- Capacità di picco teorica: Il limite operativo massimo dell'apparecchiatura (ad esempio, una certa linea ha un UPH di 30, ossia 30 confezioni prodotte all'ora), che serve solo come riferimento per la selezione dell'apparecchiatura.
- Capacità sostenibile: Questo dato riflette la produzione effettiva dopo aver considerato fattori quali il cambio di produzione, la manutenzione e le carenze di materiale, in genere circa 70%-85% del picco teorico (l'obiettivo di utilizzo raccomandato è fissato a 75% come linea di base).
- Riserva di espansione: Implementare inizialmente “processi fondamentali + automazione di base” (ad esempio, automatizzando solo la saldatura dei moduli), lasciando 20%-30% capacità per robot aggiuntivi o utensili aggiornati in futuro.
2. Ricalcolo della quantità di dispositivi in base al ritmo
Prendendo come esempio una linea di produzione di confezioni quadrate di budello:
- Obiettivo Capacità sostenibile: 20 UPH (utilizzo 75%, picco teorico 26,7 UPH)
- Tempi di ciclo dei processi chiave: La saldatura delle sbarre richiede 60 secondi per unità, mentre il fissaggio dei moduli richiede 40 secondi per unità.
- Configurazione del dispositivo: La stazione di saldatura necessita di 2 unità (60 secondi/unità ÷ 3600 secondi/ora × 2 unità = 120 UPH, con ridondanza di riserva); la stazione di fissaggio necessita di 1 unità (40 secondi/unità × 90 unità/ora = 3600 secondi, per soddisfare la domanda).
Applicazione dello strumento: Utilizzare il Modulo per la valutazione dello scenario di capacità】 per confrontare gli investimenti in attrezzature a diversi tassi di utilizzo: se l'utilizzo aumenta da 70% a 85%, sarebbe necessaria un'ulteriore stazione di saldatura (con un costo aggiuntivo di 100.000 CNY, ma con un aumento della produzione annua di 21%, riducendo il periodo di ammortamento di 6 mesi).
3. Grado di automazione: L'arte di bilanciare rigidità e flessibilità
La scelta dell'automazione deve determinare l'entità dell'investimento e la flessibilità operativa, combinando modalità di prodotto e velocità di iterazione del prodotto:
| Tipo di automazione | Scenari applicabili | Vantaggi principali | Voci di costo principali | Tempo di transizione |
|---|---|---|---|---|
| Automazione ad alta rigidità | Tipi di veicoli singoli ad alto volume (ad esempio, capacità annuale di 100.000+) | Alta efficienza (aumento di 20% UPH), bassi costi di manodopera (riduzione della manodopera di 80%) | Elevato investimento iniziale (30% più costoso delle linee flessibili), elevati costi di cambio formato (richiede la riprogrammazione degli utensili) | 4-8 ore |
| Modulare flessibile | Piccoli lotti diversificati (ad esempio, capacità annuale di 30.000-50.000 unità, oltre 3 modelli di veicoli) | Cambio rapido, forte adattabilità a nuovi prodotti | Elevati costi di manutenzione dei moduli (necessita di moduli di ricambio), efficienza leggermente inferiore (UPH diminuisce di 10%) | 30-60 minuti |
Strategia di attuazione: Adotta un Aggiornamento gradualeInizialmente si utilizza “manuale + semi-automazione” per i processi principali (come l'alimentazione manuale e la saldatura automatizzata). Dopo aver stabilizzato la resa (superiore a 98%), si procede all'aggiornamento dei processi di carico e scarico con i robot. Un produttore nazionale di batterie che ha adottato questa strategia ha ridotto l'investimento iniziale di 40% e ha raggiunto gli obiettivi di rendimento entro 6 mesi.
4. Percorso di processo: Il percorso tecnologico determina il “DNA” della linea di produzione”
La scelta di un percorso di processo deve ancorare la pianificazione del prodotto futuro per i prossimi 3-5 anni, per evitare l'obsolescenza della linea di produzione dovuta alle iterazioni tecnologiche:
- Percorso tradizionale modulo-pacco: Maturo e stabile, con investimenti ridotti (20% in meno rispetto alla CTP), ma con un basso utilizzo dello spazio (i moduli occupano 15% di volume della confezione). Adatto a scenari sensibili ai costi con iterazioni di prodotto lente.
- CTP (Cell to Pack): Elimina lo stadio del modulo, aumentando l'utilizzo dello spazio di 10%-15%, ma richiede dispositivi personalizzati (come utensili per il posizionamento di celle di grandi dimensioni), aumentando l'investimento in apparecchiature di 15%. Adatto per modelli di fascia alta o per esigenze a lungo termine.
- CTC (Cell to Chassis): Integra direttamente la batteria nel telaio, richiede una profonda integrazione con il design del telaio del veicolo, è compatibile con le linee di produzione del telaio, comporta elevati rischi di investimento (è necessario uno sviluppo congiunto), ma può ottenere una riduzione del peso complessivo del veicolo di 10%.
Avvertenza sul caso: Una startup automobilistica nordamericana ha allestito prematuramente una linea di produzione CTC senza sincronizzare la progettazione con i fornitori di telai, con conseguente incompatibilità degli utensili con il nuovo telaio. La linea di produzione è rimasta inattiva per 6 mesi, con costi di modifica aggiuntivi pari a 2 milioni di CNY. Si raccomanda di utilizzare il Matrice di rischio per valutare la maturità della tecnologia: Il CTC ha attualmente un livello di maturità di soli 3/5, e prima dell'implementazione dovrebbe essere stabilito un “periodo di congelamento della tecnologia” (come 12 mesi senza modifiche alla progettazione del telaio).
5. Dati e tracciabilità: Migliorare il valore dalla “registrazione” alla “previsione”.”
Le capacità dei dati determinano il controllo di qualità e la conformità della linea di produzione, con una chiara definizione di granularità dei dati E requisiti di tracciabilità:
1. Dimensioni della raccolta dati
- Parametri di processo: Parametri chiave come la corrente di saldatura (±5A), la coppia di serraggio (±0,5N-m), la temperatura di saldatura a caldo (±1℃) devono essere caricati sul MES in tempo reale.
- Dati di ispezione: Immagini a raggi X dei punti di saldatura, risultati dei test di tenuta all'aria (tasso di perdita <1×10-⁶Pa-m³/s), dati dei test di fine linea (EOL) (tensione, resistenza interna).
2. Granularità della tracciabilità
- Livello base: Rintracciare ogni confezione con i numeri di lotto delle celle e gli ID dei moduli.
- Livello avanzato: Tracciare ogni punto di saldatura e i parametri di processo di ogni vite (il che richiede l'aumento del numero di sensori, con conseguente 10%-15% maggiore investimento).
3. Implementazione digitale
Adottare un Struttura dei gemelli digitali: Sincronizzare le apparecchiature fisiche sulla linea di produzione con i modelli virtuali, raccogliere dati in tempo reale tramite SCADA, simulare le ottimizzazioni dei processi in un ambiente virtuale (ad esempio, la regolazione della velocità di saldatura potrebbe ridurre i tassi di difettosità di 5%). Una fabbrica tedesca di batterie è riuscita a ridurre i tempi di messa a punto dei processi da 2 settimane a 3 giorni utilizzando un gemello digitale.
Logica finale della decisione di selezione
La scelta di una linea di assemblaggio di pacchi batteria deve essere in linea con abbinamento strategico:
- Se ci si concentra su leadership dei costi: Scegliere l'involucro quadrato + percorso tradizionale + automazione ad alta rigidità per controllare CapEx e OpEx.
- Se ci si concentra su leadership tecnologica: Scegliere CTP/CTC + modulare flessibile + tracciabilità avanzata per sacrificare i costi a breve termine per una competitività a lungo termine.
- Se ci si concentra su iterazione rapida: Scegliere soft pack + semi-automazione + tracciabilità di base per bilanciare flessibilità e rischio di investimento.
In ultima analisi, non esiste una soluzione ottimale per lo “stile” della linea di produzione; solo la soluzione che meglio si adatta alla fase attuale. Valutando i rischi legati alla tecnologia, ai costi e alla conformità, utilizzando il metodo del Tabella di classificazione delle priorità di rischio, La scelta di un piano “controllabile dal punto di vista del rischio e con un rendimento chiaro” è la chiave per un'implementazione di successo.
Avete bisogno di una soluzione per l'assemblaggio dei pacchi batteria? Potete contattare Gruppo Comwin.