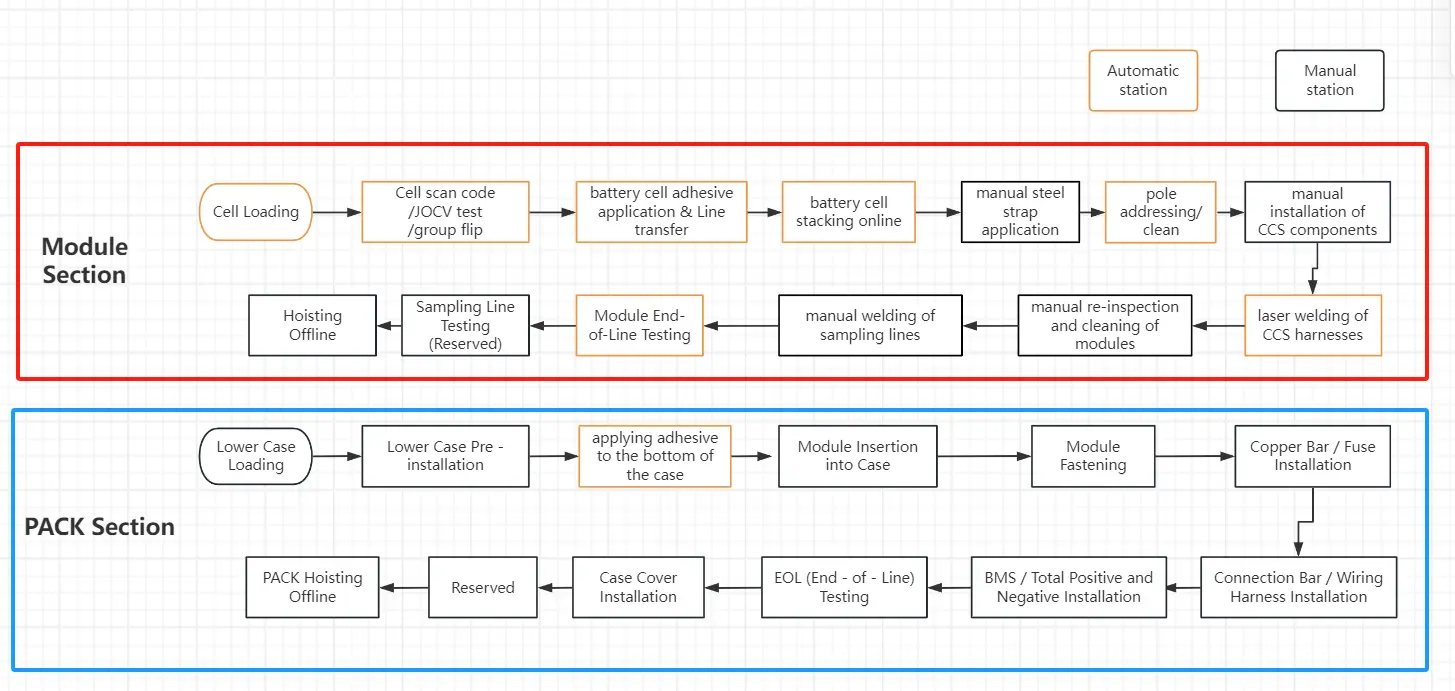
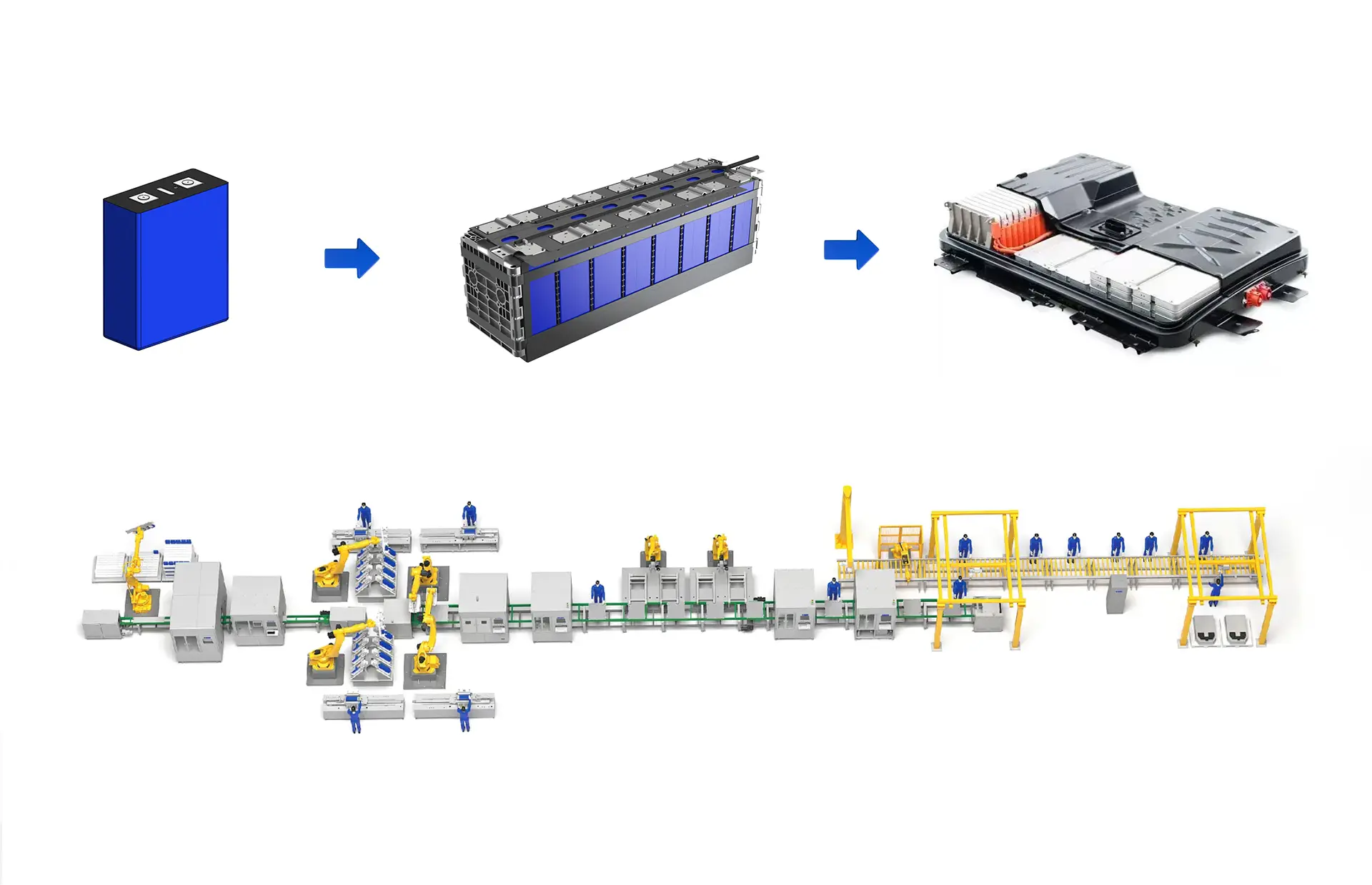
I.バッテリーパック組立ラインの概要とコア工程
の バッテリーパック組立ライン, PACK組立ラインとも呼ばれ、複数の個々のセルを一連の自動化または半自動化工程を経て、直接使用できる完全なバッテリーパックに組み立てる専用の生産ラインです。セルハンドリング、電気接続、構造組立、システム統合、品質検査などの機能を統合し、バッテリーパックの性能、安全性、生産効率を確保するための中核製造ユニットとして機能する。.
バッテリーパックの組み立て方
コア要件の明確化製品と生産能力
- 細胞のタイプ 生産ラインは製品形態に合致していなければならない。.
- 角型ケースバッテリー: 現在、市場の主流であり、成熟した技術と高精度が要求される積み重ねと溶接。.
- 円筒形バッテリー: 組立ラインは、選別、配列、溶接のリズムに高い要求があり、多数の小さなセルを効率的に処理しなければならない。.
- ソフトパック・バッテリー: 中心的な工程はタブ溶接とアルミ・プラスチック・フィルム包装で、ダストコントロールと包装の密閉に厳しい要求がある。.
- 能力目標: “理論上のピーク ”と “持続可能な容量 ”を区別すること。計画は、設備の全体的な稼働率を考慮し、今後3~5年間の現在および将来の日/年ごとの出力目標に基づくべきである(通常、設計容量は実際の需要より約20%高くすべきである)。.
- 製品仕様 バッテリーパックの定格エネルギー(kWh)、電圧、寸法、その他のパラメーターは、生産ラインのレイアウトや金型設計に直接影響する。.

バッテリーパック組立ラインのスタイル選択
バッテリーパックの組み立てラインのスタイルを選択することは、基本的に次のようなことを意味する。 戦略的制約を実行可能な生産ライン構成に変換する. .中核となるのは、自動化とデータ機能によってコストと柔軟性のバランスをとりながら、製品形態、生産能力のリズム、工程ルートという3つの基本的な側面に焦点を当てなければならない。以下では、各選定次元の詳細について、実用的なツールやケーススタディとともに紹介する:
1.製品の形態工程の違いが生産ラインの基本論理を定義する
さまざまな形態のバッテリーの構造特性は、コアプロセスと機器の選択を直接的に規定する。電池の 生産ラインタイプ比較マトリックス 違いを素早く識別するために:
| 製品形態 | コア・プロセスの違い | キー・オートメーション・ノード | 清浄度要件 | 単線能力範囲(UPH) | 一般的なコスト範囲(10,000 CNY/m) |
|---|---|---|---|---|---|
| 角型ケーシング | バスバーレーザー溶接(熱変形制御)、モジュール固定(トルク精度±5%)、パック密閉試験(IP67) | 自動モジュール締め付けステーション、オンラインレーザー溶接品質検査(溶接シームクラックのAI視覚認識) | ローカルクラス8(1万レベル) | 15-30 | 8-12 |
| 円筒形(4680など) | フルタブレーザー溶接(同期マルチステーション溶接)、接着剤硬化(接着剤層厚±0.1mm制御)、熱管理部品統合 | タブ成形機、高速接着剤注入システム、X線内部構造検出装置 | 総合7級(1000レベル) | 20-40 | 10-15 |
| ソフトパック | 重ね合わせシート積層(張力制御±1N)、トップ・サイドシール(ヒートシール温度±2℃)、液冷プレート接着(圧力均一性±5kPa以下) | シート張力制御システム、ヒートシール品質CCD検出、接着圧力センサー | 総合7級(1000レベル) | 10-25 | 12-18 |
ケーススタディ: 欧州のある自動車メーカーは当初、円筒生産ラインの導入を計画していた。しかし、4680フルタブ法での溶接歩留まりが85%(目標の95%を下回る)にとどまったため、一時的に角型ケーシングの生産ラインに切り替えた。分析 比較ケーススタディ は、角型ケーシングのバスバー溶接技術の成熟度が高いことを示した(歩留まりは98%以上)。単一ラインの生産能力は5%低下したが、設備投資は15%減少し、6ヶ月で量産に至った。.
2.能力とリズム:理論的ピーク」から「持続可能なアウトプット」へ“
キャパシティプランニングは、「UPHへの執着」を避け、短期的なニーズと長期的な拡大とのバランスに重点を置かなければならない。 段階的投資ロードマップ:
1.キャパシティ・レイヤーの定義
- 理論上のピーク容量: 装置の稼動限界の最大値(例えば、あるラインのUPHは30、つまり1時間当たり30パックを生産するという意味)であり、装置選択の参考としてのみ役立つ。.
- 持続可能な能力: これは、切り替え、メンテナンス、材料不足などの要因を考慮した後の実際の生産量を反映したもので、通常、理論ピークの70%~85%程度である(推奨される稼働率の目標は次のように設定されている)。 75% ベースラインとして)。.
- 拡張準備金: 当初は、“コア・プロセス+基本的な自動化”(例えば、モジュール溶接の自動化のみ)を実施し、将来的にロボットの追加やツーリングのアップグレードのために20%-30%の能力を残す。.
2.リズムに基づくデバイス量の逆計算
角型ケーシングパックの生産ラインを例に挙げる:
- 目標とする持続可能な能力 20 UPH(使用率 75%、理論ピーク 26.7 UPH)
- 主要工程のサイクルタイム: バスバー溶接には1台あたり60秒、モジュール固定には1台あたり40秒を要する。.
- デバイスの構成: 溶接ステーションは2ユニット必要(60秒/ユニット÷3600秒/時間×2ユニット=120UPH、予備冗長あり)、締結ステーションは1ユニット必要(40秒/ユニット×90ユニット/時間=3600秒、需要を満たす)。.
ツールアプリケーション: を使用する。 キャパシティ・シナリオ評価フォーム 稼働率が70%から85%に増加した場合、溶接ステーションの増設が必要となる(コストは10万元余分にかかるが、年間生産量は21%増加し、投資回収期間は6カ月短縮される)。.
3.自動化の度合い硬直性と柔軟性のバランスを取る技術
オートメーションの選択は、製品モードと製品の反復速度を組み合わせて、投資規模と運用の柔軟性を決定しなければならない:
| オートメーション・タイプ | 適用可能なシナリオ | コアとなる利点 | 主要コスト項目 | 交代時間 |
|---|---|---|---|---|
| 高剛性オートメーション | 大量の単一車両タイプ(例:年間輸送能力10万台以上) | 高効率(20% UPH増加)、低労働コスト(80% 人員削減) | 初期投資が高い(30%はフレキシブルラインより高価)、切り替えコストが高い(ツールの再プログラミングが必要) | 4~8時間 |
| フレキシブル・モジュラー | 多様な小ロット(例:年間生産能力3万~5万台、3車種以上) | 迅速な切り替え、新製品への強力な適応性 | モジュール維持費が高い(予備モジュールが必要)、効率がやや低い(UPHが10%減少) | 30~60分 |
実施戦略: を採用する。 段階的アップグレード(例:手動供給+自動溶接)。歩留まりを安定させた後(98%以上)、投入・取り出し工程をロボット化する。この戦略を採用した国内電池メーカーは、初期投資を40%削減し、6ヶ月以内に歩留まり目標を達成した。.
4.プロセスルート技術ルートが生産ラインの “DNA ”を決定する”
技術革新による生産ラインの陳腐化を避けるため、工程ルートを選択することは、今後3〜5年の将来の製品計画につながるものでなければならない:
- 従来のモジュール-PACKルート: 成熟し安定しており、投資額は低いが(CTPより20%低い)、スペース利用は低い(モジュールがパック容積の15%を占める)。コスト重視のシナリオで、製品のイテレーションが遅い場合に適している。.
- CTP(セル・ツー・パック): モジュールステージが不要となり、10%~15%のスペース利用が増加するが、カスタム治具(大型セル位置決め工具など)が必要となり、15%の設備投資が増加する。ハイエンドモデルや長期的なニーズに適しています。.
- CTC(セル・ツー・シャーシ): シャシーに直接バッテリーを組み込むため、シャシー設計との深い統合が必要で、シャシー生産ラインと互換性があり、高い投資リスクを負うが(共同開発が必要)、車両全体の重量を10%削減できる。.
事件の警告 北米の新興自動車会社が、シャーシ・サプライヤーと設計を同期させることなくCTC生産ラインを早々に立ち上げたため、新しいシャーシと金型が適合しなくなった。生産ラインは6ヶ月間休止し、200万人民元の追加改造費用が発生した。を使用することを推奨する。 リスクマトリックス 技術の成熟度を評価する:CTCの現在の成熟度はわずか3/5であり、導入前に “技術凍結期間”(シャーシの設計変更を伴わない12ヶ月間など)を設けるべきである。.
5.データとトレーサビリティ記録」から「予測」への価値向上“
データ能力は、生産ラインの品質管理とコンプライアンスを決定する。 データの粒度 そして トレーサビリティ要件:
1.データ収集の次元
- プロセスパラメーター: 溶接電流(±5A)、締め付けトルク(±0.5N・m)、ヒートシール温度(±1℃)などの主要パラメータは、リアルタイムでMESにアップロードされなければならない。.
- 検査データ: 溶接箇所のX線画像、気密性テスト結果(リーク率<1×10-⁶Pa・m³/s)、EOL(End of Line)テストデータ(電圧、内部抵抗)。.
2.トレーサビリティの粒度
- 基本的なレベル: 各パックをセルバッチ番号とモジュールIDにさかのぼって追跡する。.
- 上級レベル: 各溶接点と各ネジのプロセス・パラメーターをトレースする(センサーの数を増やす必要があり、10%-15%の投資額が増える)。.
3.デジタル実装
を採用する。 デジタル・ツイン・フレームワーク:生産ライン上の物理的な設備と仮想モデルを同期させ、SCADAを通じてリアルタイムのデータを収集し、工程の最適化を仮想環境でシミュレーションする(例えば、溶接速度を調整することで、不良率を5%削減できる)。ドイツのバッテリー工場では、デジタルツインを使用して、工程調整時間を2週間から3日に短縮することに成功した。.
選考決定の最終ロジック
バッテリーパックの組み立てラインを選ぶには、以下の条件を満たす必要がある。 戦略的マッチング:
- を重視するのであれば コストリーダーシップ:角型ケーシング+伝統的なルート+高剛性オートメーションを選択し、CapExとOpExをコントロールする。.
- を重視するのであれば 技術的リーダーシップ:短期的なコストを犠牲にして長期的な競争力を得るために、CTP/CTC+柔軟なモジュラー+高度なトレーサビリティを選択する。.
- を重視するのであれば 急速な反復:柔軟性と投資リスクのバランスを取るために、ソフトパック+半自動化+基本的なトレーサビリティを選択する。.
結局のところ、生産ラインの「スタイル」に最適解はない。 現在のステージに最適なソリューション. .を使用して技術、コスト、コンプライアンス・リスクを評価する。 リスク優先度ランキング表, リスクをコントロールでき、リターンが明確な」プランを選択することが、実行を成功させる鍵である。.
バッテリーパックの組み立てソリューションが必要ですか?お問い合わせは コムウィン・グループ.