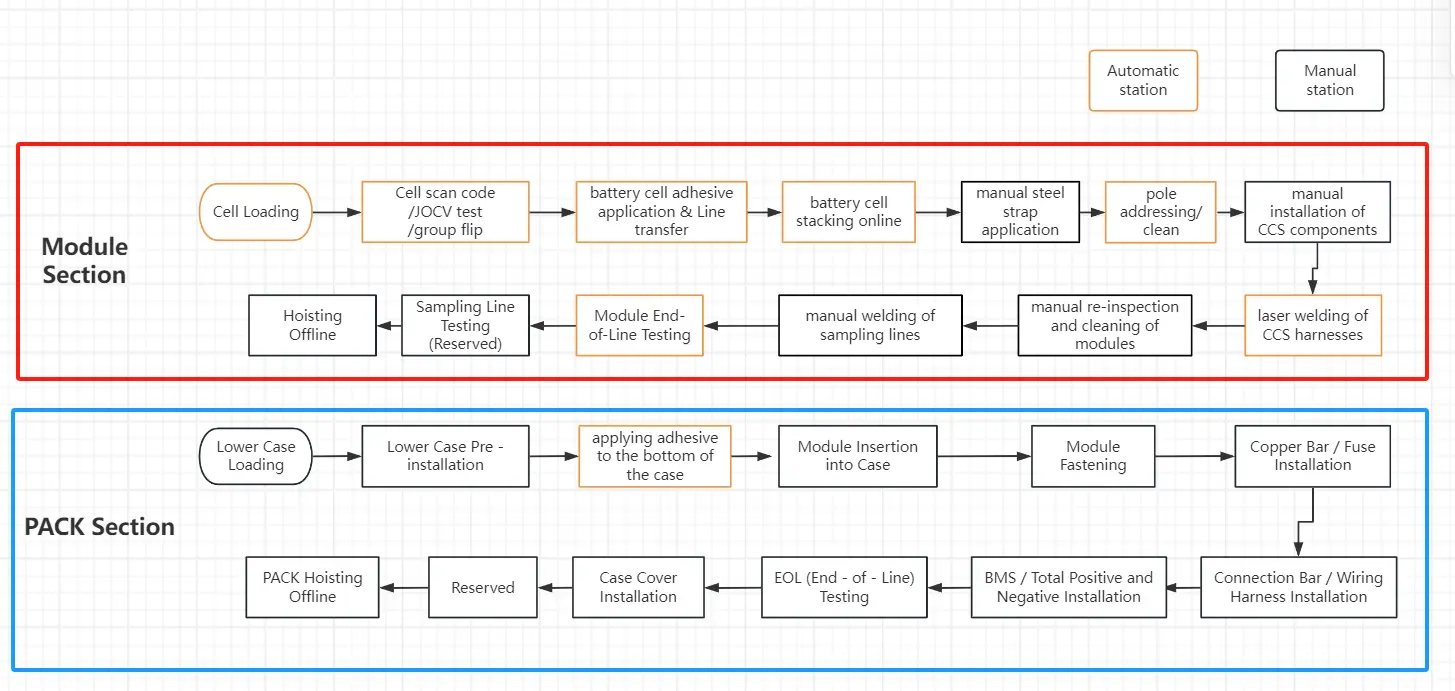
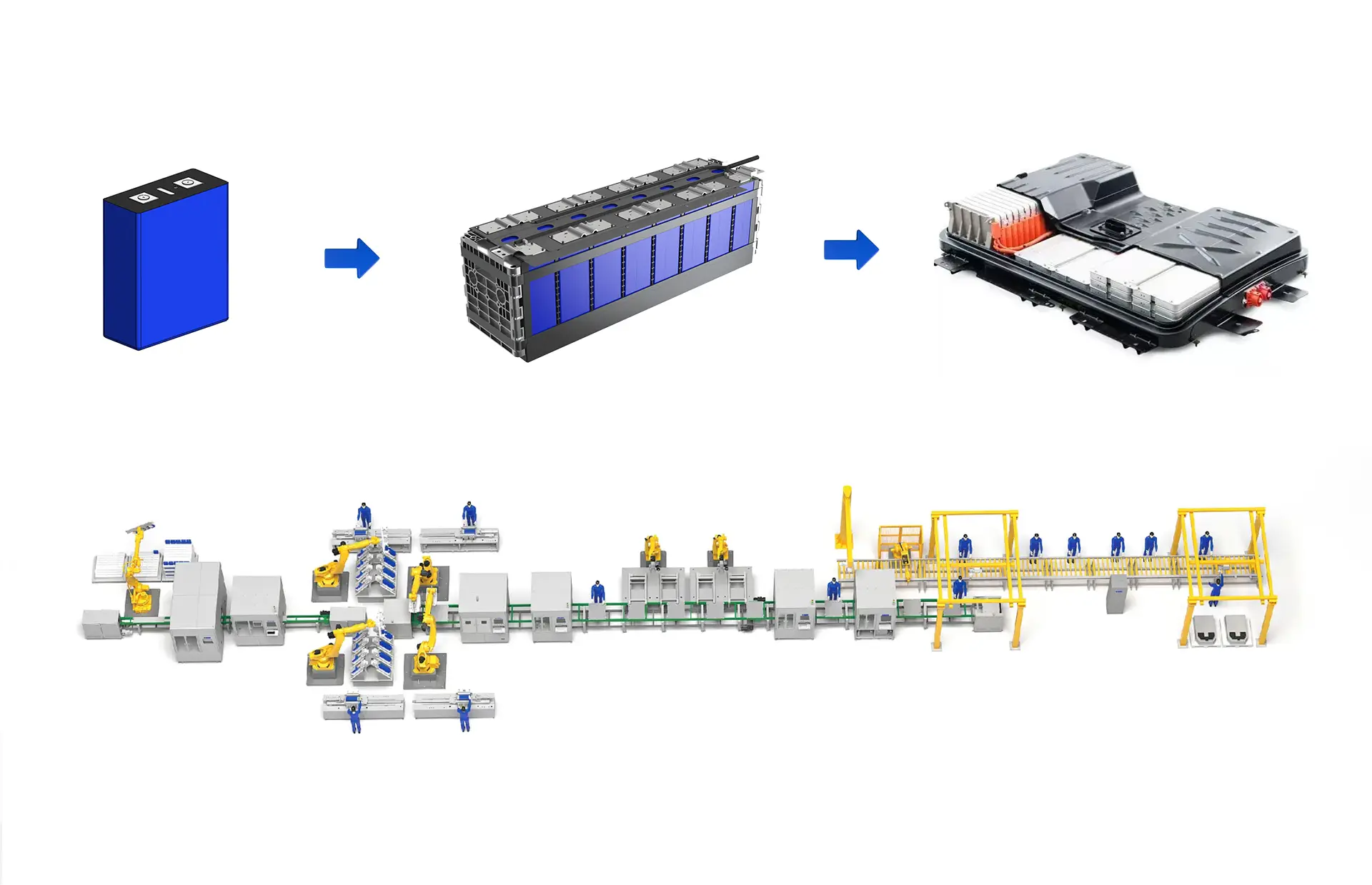
I. Visión general y procesos básicos de la línea de ensamblaje de baterías
El línea de montaje de baterías, La línea de montaje de baterías, también conocida como línea de montaje PACK, es una línea de producción especializada que ensambla múltiples celdas individuales en un pack de baterías completo que puede utilizarse directamente mediante una serie de procesos automatizados o semiautomatizados. Integra funciones como la manipulación de las células, las conexiones eléctricas, el montaje estructural, la integración de sistemas y las pruebas de calidad, sirviendo como unidad central de fabricación para garantizar el rendimiento, la seguridad y la eficiencia de producción de los paquetes de baterías.
Cómo montar una batería
Aclaración de los requisitos básicos: Producto y capacidad
- Tipo de célula: La línea de producción debe ajustarse a la forma de su producto.
- Baterías de caja cuadrada: Actualmente es la corriente principal del mercado, con una tecnología madura y requisitos de alta precisión para el apilado y la soldadura.
- Pilas cilíndricas: La cadena de montaje debe manipular eficazmente un gran número de células pequeñas, con grandes exigencias de clasificación, secuenciación y ritmo de soldadura.
- Pilas blandas: Los procesos principales son la soldadura de lengüetas y el envasado en película de aluminio y plástico, con estrictos requisitos de control del polvo y sellado del envase.
- Objetivos de capacidad: Distinguir entre “pico teórico” y “capacidad sostenible”. La planificación debe basarse en los objetivos actuales y futuros de producción diaria/año para los próximos 3-5 años, teniendo en cuenta la tasa de utilización global de los equipos (normalmente, la capacidad diseñada debe ser aproximadamente 20% superior a la demanda real).
- Especificaciones del producto: La energía nominal (kWh), el voltaje, las dimensiones y otros parámetros del pack de baterías afectan directamente al diseño de la disposición y el utillaje de la línea de producción.

Selección del estilo de la línea de montaje de baterías
Elegir el estilo de una cadena de montaje de baterías consiste esencialmente en transformar las restricciones estratégicas en configuraciones ejecutables de la línea de producción. El núcleo debe centrarse en tres aspectos fundamentales: forma del producto, ritmo de capacidad y ruta del proceso, equilibrando al mismo tiempo costes y flexibilidad mediante la automatización y las capacidades de datos. A continuación se detalla en profundidad cada dimensión de la selección, junto con herramientas prácticas y casos prácticos:
1. Forma del producto: Las diferencias de proceso definen la lógica subyacente de la línea de producción
Las características estructurales de las distintas formas de batería definen directamente los procesos básicos y la selección de equipos. Utilizar el 【Matriz de comparación de tipos de líneas de producción】 para identificar rápidamente las diferencias:
| Forma del producto | Diferencias en los procesos básicos | Nodos clave de automatización | Requisitos de limpieza | Rango de capacidad de una línea (UPH) | Coste típico (10.000 CNY/m) |
|---|---|---|---|---|---|
| Caja cuadrada | Soldadura láser de barras colectoras (control de la deformación térmica), fijación de módulos (precisión de par ±5%), prueba de estanqueidad del paquete (IP67) | Estación automática de apriete de módulos, inspección en línea de la calidad de la soldadura láser (reconocimiento visual AI de grietas en el cordón de soldadura) | Clase local 8 (nivel 10.000) | 15-30 | 8-12 |
| Cilíndrico (por ejemplo, 4680) | Soldadura láser de pestañas completas (soldadura sincrónica multiestación), curado de cola (control del grosor de la capa de cola ±0,1 mm), integración de componentes de gestión térmica | Máquinas formadoras de lengüetas, sistemas de inyección de cola de alta velocidad, detección de estructura interna por rayos X | Clase general 7 (nivel 1.000) | 20-40 | 10-15 |
| Envasado blando | Apilado de hojas superpuestas (control de tensión ±1N), sellado superior y lateral (temperatura de sellado térmico ±2℃), pegado de placas por refrigeración líquida (uniformidad de presión < ±5kPa). | Sistema de control de tensión de la hoja, detección CCD de calidad de termosellado, sensores de presión de adhesión | Clase general 7 (nivel 1.000) | 10-25 | 12-18 |
Estudio de caso: Una empresa automovilística europea planeó inicialmente introducir una línea de producción cilíndrica. Sin embargo, como el rendimiento de la soldadura con el método de lengüeta completa 4680 fue sólo de 85% (por debajo del objetivo de 95%), cambiaron temporalmente a una línea de producción de carcasa cuadrada. Análisis mediante 【Estudios de casos comparativos】 demostró que la madurez de la tecnología de soldadura de barras colectoras de carcasa cuadrada era elevada (rendimiento superior a 98%). A pesar de que la capacidad de una sola línea era 5% inferior, la inversión en equipos se redujo en 15%, lo que permitió la producción en serie en 6 meses.
2. Capacidad y ritmo: Del “pico teórico” al “rendimiento sostenible”
La planificación de la capacidad debe evitar la “obsesión UPH”, centrándose en cambio en equilibrar las necesidades a corto plazo con la expansión a largo plazo mediante un 【Hoja de ruta de inversión por fases】:
1. Definición del nivel de capacidad
- Capacidad máxima teórica: El límite máximo de funcionamiento del equipo (por ejemplo, una determinada línea tiene un UPH de 30, lo que significa que se producen 30 envases por hora), que sólo sirve como referencia para la selección del equipo.
- Capacidad sostenible: Refleja la producción real tras tener en cuenta factores como los cambios, el mantenimiento y la escasez de material, normalmente en torno a 70%-85% del pico teórico (el objetivo de utilización recomendado se fija en 70%-85%). 75% como referencia).
- Reserva de expansión: Implantar inicialmente “procesos básicos + automatización básica” (por ejemplo, sólo automatizar la soldadura de módulos), dejando capacidad 20%-30% para robots adicionales o herramientas mejoradas en el futuro.
2. Cálculo retroactivo de la cantidad de dispositivos en función del ritmo
Tomando como ejemplo una línea de producción de envases de tripa cuadrada:
- Objetivo Capacidad sostenible: 20 UPH (utilización 75%, pico teórico 26,7 UPH)
- Tiempos de ciclo de los procesos clave: La soldadura de barras requiere 60 segundos por unidad, y la fijación de módulos, 40 segundos por unidad.
- Configuración del dispositivo: La estación de soldadura necesita 2 unidades (60 segundos/unidad ÷ 3600 segundos/hora × 2 unidades = 120 UPH, con redundancia de reserva); la estación de fijación necesita 1 unidad (40 segundos/unidad × 90 unidades/hora = 3600 segundos, satisfaciendo la demanda).
Aplicación de herramientas: Utiliza el 【Formulario de evaluación de escenarios de capacidad】 para comparar las inversiones en equipos con diferentes índices de utilización: si la utilización aumenta de 70% a 85%, se necesitaría una estación de soldadura adicional (con un coste adicional de 100.000 CNY, pero aumentando la producción anual en 21%, lo que acortaría el periodo de amortización en 6 meses).
3. Grado de automatización: El arte de equilibrar rigidez y flexibilidad
La selección de la automatización debe determinar la escala de inversión y la flexibilidad operativa, combinando el modo de producto y la velocidad de iteración del producto:
| Tipo de automatización | Escenarios aplicables | Ventajas principales | Principales partidas de gastos | Tiempo de cambio |
|---|---|---|---|---|
| Automatización de alta rigidez | Tipos de vehículos individuales de gran volumen (por ejemplo, capacidad anual de más de 100.000) | Alta eficiencia (aumento de 20% UPH), bajos costes de mano de obra (reducción de 80% en mano de obra) | Inversión inicial elevada (30% más caro que las líneas flexibles), costes de cambio elevados (requiere reprogramar las herramientas) | 4-8 horas |
| Modular flexible | Diversos lotes pequeños (por ejemplo, capacidad anual de 30.000-50.000, más de 3 modelos de vehículos) | Cambio rápido, gran adaptabilidad a nuevos productos | Costes de mantenimiento de los módulos elevados (necesita módulos de repuesto), eficiencia ligeramente inferior (la UPH disminuye en 10%) | 30-60 minutos |
Estrategia de aplicación: Adopte un 【Phased Upgrade】Inicialmente, utilizamos “manual + semiautomatización” para los procesos básicos (como alimentación manual + soldadura automatizada). Una vez estabilizado el rendimiento (por encima de 98%), se procede a mejorar los procesos de carga y descarga con robots. Un fabricante nacional de baterías que utilizó esta estrategia redujo la inversión inicial en 40% y alcanzó los objetivos de rendimiento en 6 meses.
4. Ruta del proceso: La ruta tecnológica determina el “ADN” de la línea de producción”
La elección de una ruta de proceso debe anclar la futura planificación de productos para los próximos 3-5 años para evitar la obsolescencia de la línea de producción debido a las iteraciones tecnológicas:
- Ruta tradicional Módulo-PACK: Madura y estable, con una inversión baja (20% menos que CTP), pero una utilización del espacio baja (los módulos ocupan 15% del volumen del paquete). Adecuado para escenarios sensibles a los costes con lentas iteraciones de producto.
- CTP (célula a paquete): Elimina la etapa de módulo, lo que aumenta la utilización del espacio en 10%-15%, pero requiere accesorios personalizados (como herramientas de posicionamiento de células grandes), lo que aumenta la inversión en equipos en 15%. Adecuado para modelos de gama alta o necesidades de largo alcance.
- CTC (célula a chasis): Integra directamente la batería en el chasis, lo que requiere una profunda integración con el diseño del chasis del vehículo, es compatible con las líneas de producción de chasis, conlleva elevados riesgos de inversión (se requiere desarrollo conjunto), pero puede lograr una reducción de 10% en el peso total del vehículo.
Advertencia de caso: Una nueva empresa automovilística norteamericana instaló prematuramente una línea de producción de CTC sin sincronizar el diseño con los proveedores de chasis, lo que provocó la incompatibilidad de las herramientas con el nuevo chasis. La línea de producción estuvo parada 6 meses, lo que supuso unos costes adicionales de modificación de 2 millones de CNY. Se recomienda utilizar el 【Matriz de riesgo】 para evaluar la madurez de la tecnología: El CTC tiene actualmente un nivel de madurez de sólo 3/5, y debería establecerse un “periodo de congelación de la tecnología” (como 12 meses sin cambios en el diseño del chasis) antes de su implantación.
5. Datos y trazabilidad: Aumentar el valor de “registrar” a “predecir”
Las capacidades de datos determinan el control de calidad y el cumplimiento de la línea de producción, con una definición clara de granularidad de los datos y requisitos de trazabilidad:
1. Dimensiones de la recogida de datos
- Parámetros del proceso: Parámetros clave como la corriente de soldadura (±5A), el par de apriete (±0,5N-m) o la temperatura de termosellado (±1℃) deben cargarse en MES en tiempo real.
- Datos de inspección: Imágenes de rayos X de los puntos de soldadura, resultados de las pruebas de estanqueidad (índice de fuga <1×10-⁶Pa-m³/s), datos de las pruebas de fin de línea (EOL) (tensión, resistencia interna).
2. Granularidad de la trazabilidad
- Nivel básico: Rastree cada paquete hasta los números de lote de las células y las identificaciones de los módulos.
- Nivel avanzado: Rastrear cada punto de soldadura y los parámetros de proceso de cada tornillo (lo que requiere aumentar el número de sensores, lo que supone 10%-15% más inversión).
3. Implantación digital
Adoptar una 【Digital Twin Framework】: Sincronizar los equipos físicos de la línea de producción con modelos virtuales, recopilando datos en tiempo real a través de SCADA, simulando optimizaciones del proceso en un entorno virtual (por ejemplo, el ajuste de la velocidad de soldadura podría reducir las tasas de defectos en 5%). Una fábrica alemana de baterías ha conseguido reducir el tiempo de ajuste de procesos de 2 semanas a 3 días utilizando un gemelo digital.
Lógica final de la decisión de selección
La elección de una línea de montaje de baterías debe alinearse con ajuste estratégico:
- Si se centra en liderazgo en costes: Elija una carcasa cuadrada + trazado tradicional + automatización de alta rigidez para controlar el CapEx y el OpEx.
- Si se centra en liderazgo tecnológico: Elija CTP/CTC + modular flexible + trazabilidad avanzada para sacrificar los costes a corto plazo en favor de la competitividad a largo plazo.
- Si se centra en iteración rápida: Elija envases blandos + semiautomatización + trazabilidad básica para equilibrar flexibilidad y riesgo de inversión.
En última instancia, no existe una solución óptima para el “estilo” de la línea de producción; sólo la solución que mejor se adapte al escenario actual. Mediante la evaluación de los riesgos tecnológicos, de costes y de cumplimiento utilizando el 【Tabla de clasificación de prioridades de riesgo】, Elegir un plan “de riesgo controlable y rentabilidad clara” es la clave del éxito.
¿Necesita una solución de montaje de baterías? Puede ponerse en contacto con Grupo Comwin.