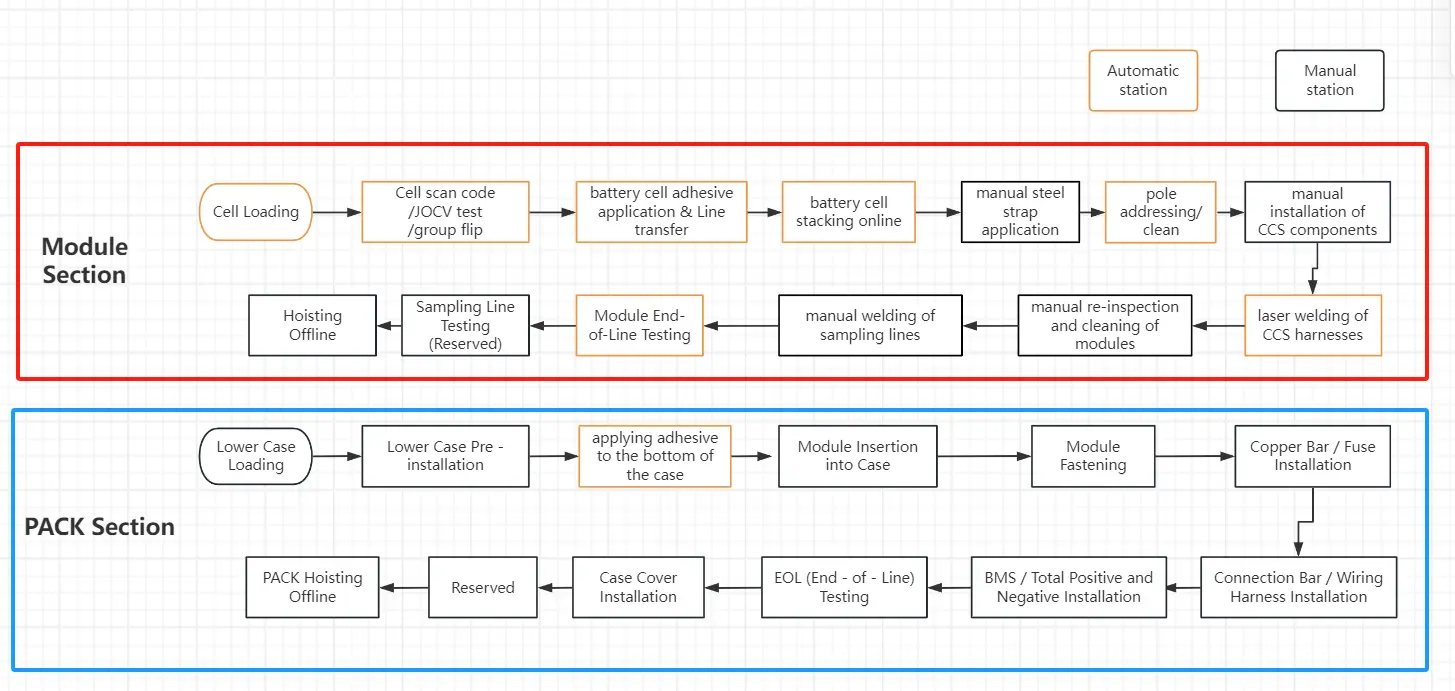
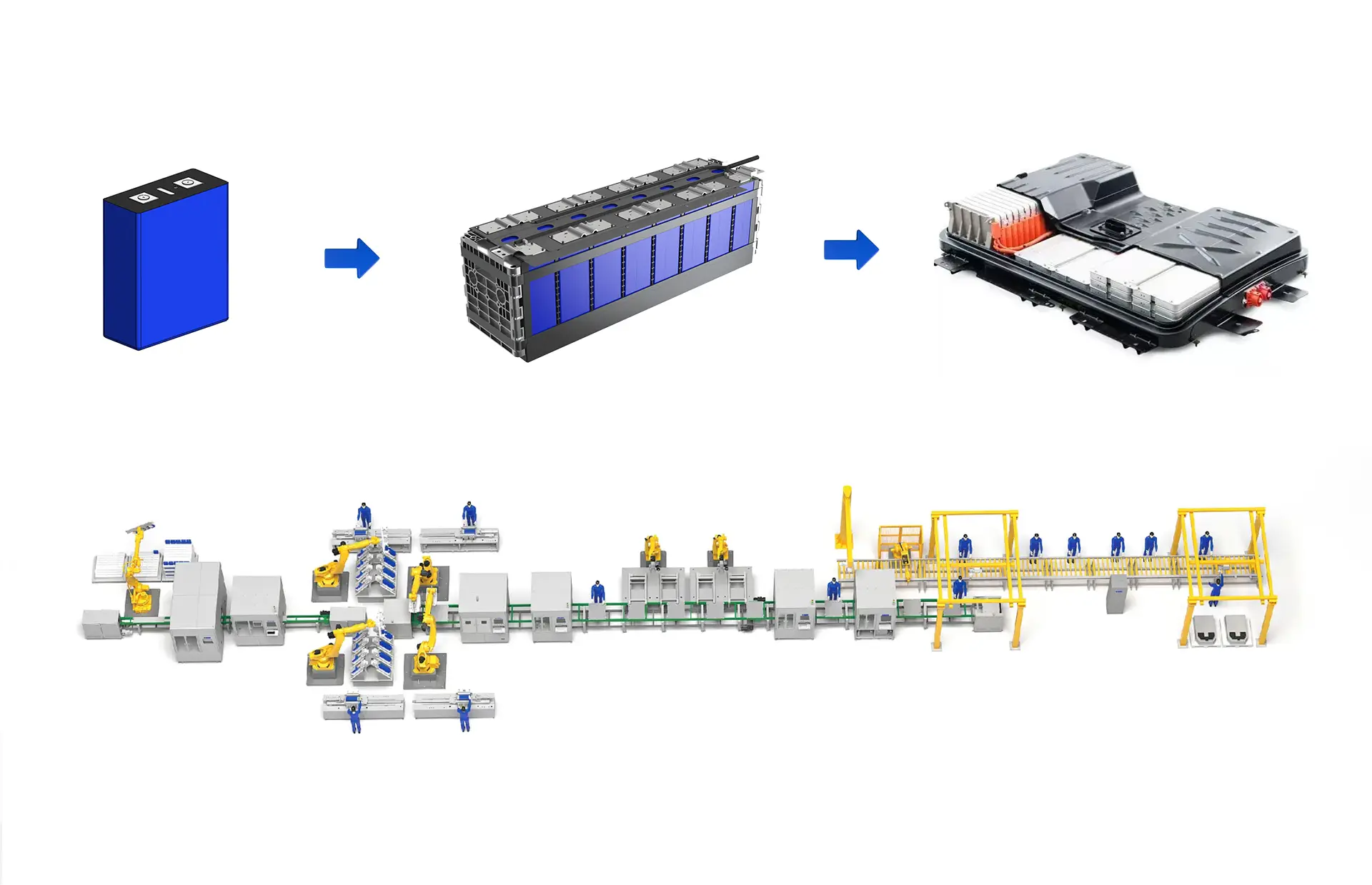
I. Vue d'ensemble et processus de base de la chaîne d'assemblage des blocs-batteries
Le ligne d'assemblage de batteries, La ligne d'assemblage PACK est une ligne de production spécialisée qui assemble plusieurs cellules individuelles en un pack de batteries complet directement utilisable par le biais d'une série de processus automatisés ou semi-automatisés. Elle intègre des fonctions telles que la manipulation des cellules, les connexions électriques, l'assemblage structurel, l'intégration du système et les tests de qualité, et sert d'unité de fabrication centrale pour garantir la performance, la sécurité et l'efficacité de la production des packs de batteries.
Comment assembler un bloc-batterie
Clarifier les exigences de base : Produit et capacité
- Type de cellule : La ligne de production doit correspondre à la forme de votre produit.
- Piles à étui carré : Il s'agit actuellement de la norme la plus répandue sur le marché, avec une technologie mature et des exigences de précision élevées en matière d'empilage et de soudage.
- Batteries cylindriques : La ligne d'assemblage doit traiter efficacement un grand nombre de petites cellules, avec des exigences élevées en matière de tri, de séquençage et de rythme de soudage.
- Soft-pack Piles : Les principaux processus impliquent le soudage d'onglets et l'emballage sous film plastique en aluminium, avec des exigences strictes en matière de contrôle de la poussière et de scellage des emballages.
- Objectifs de capacité : Faire la distinction entre le “pic théorique” et la “capacité durable”. La planification doit être basée sur les objectifs de production quotidienne/annuelle actuels et futurs pour les 3 à 5 prochaines années, en tenant compte du taux d'utilisation global de l'équipement (en général, la capacité théorique doit être supérieure d'environ 20% à la demande réelle).
- Spécifications du produit : L'énergie nominale (kWh), la tension, les dimensions et d'autres paramètres du bloc-batterie ont une incidence directe sur la conception de l'agencement et de l'outillage de la ligne de production.

Sélection du style de la ligne d'assemblage du bloc-batterie
Le choix du style d'une ligne d'assemblage de blocs d'accumulateurs porte essentiellement sur les points suivants la transformation des contraintes stratégiques en configurations exécutables de la chaîne de production. Le noyau doit se concentrer sur trois aspects fondamentaux : la forme du produit, le rythme de la capacité et l'itinéraire du processus, tout en équilibrant les coûts et la flexibilité grâce à l'automatisation et aux capacités de données. Vous trouverez ci-dessous des informations détaillées sur chaque dimension de la sélection, ainsi que des outils pratiques et des études de cas :
1. Forme du produit : Les différences de processus définissent la logique sous-jacente de la chaîne de production
Les caractéristiques structurelles des différentes formes de piles définissent directement les processus de base et le choix de l'équipement. Utiliser les 【Matrice de comparaison des types de lignes de production】 pour identifier rapidement les différences :
| Forme du produit | Différences entre les processus de base | Nœuds d'automatisation clés | Exigences en matière de propreté | Gamme de capacité des lignes simples (UPH) | Fourchette de coût typique (10 000 CNY/m) |
|---|---|---|---|---|---|
| Boîtier carré | Soudage au laser des barres omnibus (contrôle de la déformation thermique), fixation des modules (précision du couple ±5%), test d'étanchéité du boîtier (IP67) | Station de serrage automatique des modules, inspection en ligne de la qualité du soudage au laser (reconnaissance visuelle par IA des fissures dans les cordons de soudure) | Classe locale 8 (niveau 10 000) | 15-30 | 8-12 |
| Cylindrique (par exemple, 4680) | Soudage laser de l'ensemble de la plaque (soudage multiposte synchrone), durcissement de la colle (contrôle de l'épaisseur de la couche de colle ±0,1 mm), intégration des composants de gestion thermique. | Machines à former les onglets, systèmes d'injection de colle à grande vitesse, détection de la structure interne par rayons X | Classe 7 (niveau 1 000) | 20-40 | 10-15 |
| Emballage souple | Empilage de feuilles superposées (contrôle de la tension ±1N), scellage supérieur et latéral (température de scellage à chaud ±2℃), collage de plaques de refroidissement liquide (uniformité de la pression < ±5kPa). | Système de contrôle de la tension des feuilles, détection CCD de la qualité du scellage à chaud, capteurs de pression de collage | Classe 7 (niveau 1 000) | 10-25 | 12-18 |
Étude de cas : Une entreprise automobile européenne avait initialement prévu d'introduire une ligne de production cylindrique. Cependant, comme le rendement de soudage de la méthode 4680 full-tab n'était que de 85% (inférieur à l'objectif de 95%), elle a temporairement opté pour une ligne de production de carcasses carrées. Analyse par 【Études de cas comparatives】 a montré que la maturité de la technologie de soudage des barres de tubage carrées était élevée (rendement supérieur à 98%). Malgré une capacité inférieure de 51 TTP3T sur une seule ligne, l'investissement en équipement a diminué de 151 TTP3T, ce qui a permis de lancer la production de masse dans les six mois.
2. Capacité et rythme : Du “pic théorique” à la “production durable”
La planification des capacités doit éviter l“”obsession de l'UPH" et se concentrer plutôt sur l'équilibre entre les besoins à court terme et l'expansion à long terme par le biais d'un plan d'action pour l'UPH. 【Phased Investment Roadmap】 (Feuille de route d'investissement progressive):
1. Définition de la couche de capacité
- Capacité théorique de pointe : La limite opérationnelle maximale de l'équipement (par exemple, une certaine ligne a un UPH de 30, ce qui signifie que 30 paquets sont produits par heure), qui sert uniquement de référence pour la sélection de l'équipement.
- Capacité durable : Ce chiffre reflète la production réelle après prise en compte de facteurs tels que le changement de production, la maintenance et les pénuries de matériaux, généralement autour de 70%-85% du pic théorique (l'objectif d'utilisation recommandé est fixé à 75% comme base de référence).
- Réserve d'expansion : Mettre en œuvre dans un premier temps les “processus de base + l'automatisation de base” (par exemple, automatiser uniquement le soudage des modules), en laissant une capacité de 20%-30% pour des robots supplémentaires ou un outillage mis à niveau à l'avenir.
2. Calcul rétroactif de la quantité de dispositifs en fonction du rythme
Prenons l'exemple d'une ligne de production d'emballages carrés :
- Cibler la capacité durable : 20 UPH (utilisation 75%, pic théorique 26,7 UPH)
- Temps de cycle des processus clés : Le soudage des barres nécessite 60 secondes par unité, la fixation des modules nécessite 40 secondes par unité.
- Configuration de l'appareil : Le poste de soudage nécessite 2 unités (60 secondes/unité ÷ 3600 secondes/heure × 2 unités = 120 UPH, avec redondance de la réserve) ; le poste de fixation nécessite 1 unité (40 secondes/unité × 90 unités/heure = 3600 secondes, répondant à la demande).
Application de l'outil : Utiliser le 【Formulaire d'évaluation du scénario de capacité】 pour comparer les investissements en équipements à différents taux d'utilisation : si l'utilisation passe de 70% à 85%, un poste de soudage supplémentaire sera nécessaire (coût supplémentaire de 100 000 CNY mais augmentation de la production annuelle de 21%, raccourcissement de la période de retour sur investissement de 6 mois).
3. Le degré d'automatisation : L'art d'équilibrer rigidité et flexibilité
Le choix de l'automatisation doit déterminer l'ampleur de l'investissement et la flexibilité opérationnelle, en combinant le mode de production et la vitesse d'itération des produits :
| Type d'automatisation | Scénarios applicables | Principaux avantages | Principaux postes de coûts | Temps de changement |
|---|---|---|---|---|
| Automatisation à haute rigidité | Types de véhicules uniques à fort volume (par exemple, capacité annuelle de plus de 100 000) | Haute efficacité (augmentation de 20% UPH), faibles coûts de main-d'œuvre (réduction de 80% de la main-d'œuvre) | Investissement initial élevé (30% plus cher que les lignes flexibles), coûts de changement élevés (nécessite une reprogrammation de l'outillage) | 4-8 heures |
| Flexible Modulaire | Diverses petites séries (par exemple, capacité annuelle de 30 000 à 50 000, 3 modèles de véhicules ou plus) | Changement rapide, forte adaptabilité aux nouveaux produits | Coûts élevés de maintenance des modules (nécessité de modules de rechange), efficacité légèrement inférieure (l'UPH diminue de 10%) | 30-60 minutes |
Stratégie de mise en œuvre : Adopter un 【Mise à niveau progressive】L'entreprise a choisi la méthode “manuelle + semi-automatique” pour les processus de base (comme l'alimentation manuelle et le soudage automatisé). Une fois le rendement stabilisé (au-dessus de 98%), procéder à l'amélioration des processus de chargement et de déchargement à l'aide de robots. Un fabricant national de batteries utilisant cette stratégie a réduit son investissement initial de 40% et a atteint ses objectifs de rendement en 6 mois.
4. L'itinéraire du processus : L'itinéraire technologique détermine l“”ADN" de la ligne de production”
Le choix d'un procédé doit ancrer la planification des produits pour les 3 à 5 prochaines années afin d'éviter l'obsolescence des lignes de production due aux itérations technologiques :
- Module traditionnel-PACK Route : Mature et stable avec un faible investissement (20% de moins que le CTP), mais une faible utilisation de l'espace (les modules occupent 15% du volume de l'emballage). Convient aux scénarios sensibles aux coûts avec des itérations de produits lentes.
- CTP (Cell to Pack) : Élimine l'étape du module, augmentant l'utilisation de l'espace de 10%-15%, mais nécessite des fixations personnalisées (comme l'outillage de positionnement des grandes cellules), augmentant l'investissement dans l'équipement de 15%. Convient aux modèles haut de gamme ou aux besoins à long terme.
- CTC (Cellule à châssis) : Elle intègre directement la batterie dans le châssis, ce qui nécessite une intégration profonde dans la conception du châssis du véhicule, une compatibilité avec les lignes de production de châssis, des risques d'investissement élevés (développement conjoint nécessaire), mais permet de réduire le poids total du véhicule de 10%.
Avertissement : Une jeune entreprise automobile nord-américaine a prématurément mis en place une ligne de production CTC sans synchroniser la conception avec les fournisseurs de châssis, ce qui a entraîné une incompatibilité de l'outillage avec le nouveau châssis. La chaîne de production est restée inactive pendant six mois, entraînant des coûts de modification supplémentaires de 2 millions CNY. Il est recommandé d'utiliser le 【Matrice des risques】 pour évaluer la maturité de la technologie : La CTC a actuellement un niveau de maturité de seulement 3/5, et une “période de gel technologique” (par exemple 12 mois sans modification de la conception du châssis) devrait être établie avant la mise en œuvre.
5. Données et traçabilité : Faire passer la valeur de l“”enregistrement“ à la ”prévision"
Les capacités de données déterminent le contrôle de la qualité et la conformité de la ligne de production, avec une définition claire des éléments suivants granularité des données et exigences en matière de traçabilité:
1. Dimensions de la collecte de données
- Paramètres du processus : Des paramètres clés tels que le courant de soudage (±5A), le couple de serrage (±0,5N-m), la température de thermosoudage (±1℃) doivent être téléchargés vers le MES en temps réel.
- Données d'inspection : Images radiographiques des points de soudure, résultats des tests d'étanchéité à l'air (taux de fuite <1×10-⁶Pa-m³/s), données des tests de fin de ligne (tension, résistance interne).
2. Granularité de la traçabilité
- Niveau de base : Tracer chaque paquet jusqu'aux numéros de lot des cellules et aux identifiants des modules.
- Niveau avancé : Tracer chaque point de soudure et les paramètres de processus de chaque vis (ce qui nécessite d'augmenter le nombre de capteurs, d'où un investissement 10%-15% plus important).
3. Mise en œuvre numérique
Adopter un 【Digital Twin Framework】: Synchroniser l'équipement physique de la chaîne de production avec des modèles virtuels, collecter des données en temps réel par le biais du SCADA, simuler des optimisations de processus dans un environnement virtuel (par exemple, l'ajustement de la vitesse de soudage pourrait réduire les taux de défauts de 5%). Une usine allemande de batteries a réussi à réduire le temps de mise au point des processus de 2 semaines à 3 jours en utilisant un jumeau numérique.
Logique finale de la décision de sélection
Le choix d'une ligne d'assemblage de batteries doit s'aligner sur l'adéquation stratégique:
- Si l'on se concentre sur la maîtrise des coûts: Choisissez le tubage carré + le tracé traditionnel + l'automatisation à haute rigidité pour contrôler les dépenses d'investissement et les dépenses d'exploitation.
- Si l'on se concentre sur leadership technologique: Choisissez CTP/CTC + modularité flexible + traçabilité avancée pour sacrifier les coûts à court terme à la compétitivité à long terme.
- Si l'on se concentre sur itération rapide: Choisissez les emballages souples + la semi-automatisation + la traçabilité de base pour équilibrer la flexibilité et le risque d'investissement.
En fin de compte, il n'existe pas de solution optimale pour le “style” de la ligne de production ; seul le "style" de la ligne de production est optimal. la solution la mieux adaptée à l'étape actuelle. En évaluant les risques liés à la technologie, aux coûts et à la conformité à l'aide de l'outil d'évaluation des risques de l'Union européenne (UE). 【Tableau de classement des priorités en matière de risques】, Le choix d'un plan “à risque contrôlable et à rendement clair” est la clé d'une mise en œuvre réussie.
Vous avez besoin d'une solution d'assemblage de batteries ? Vous pouvez contacter Groupe Comwin.