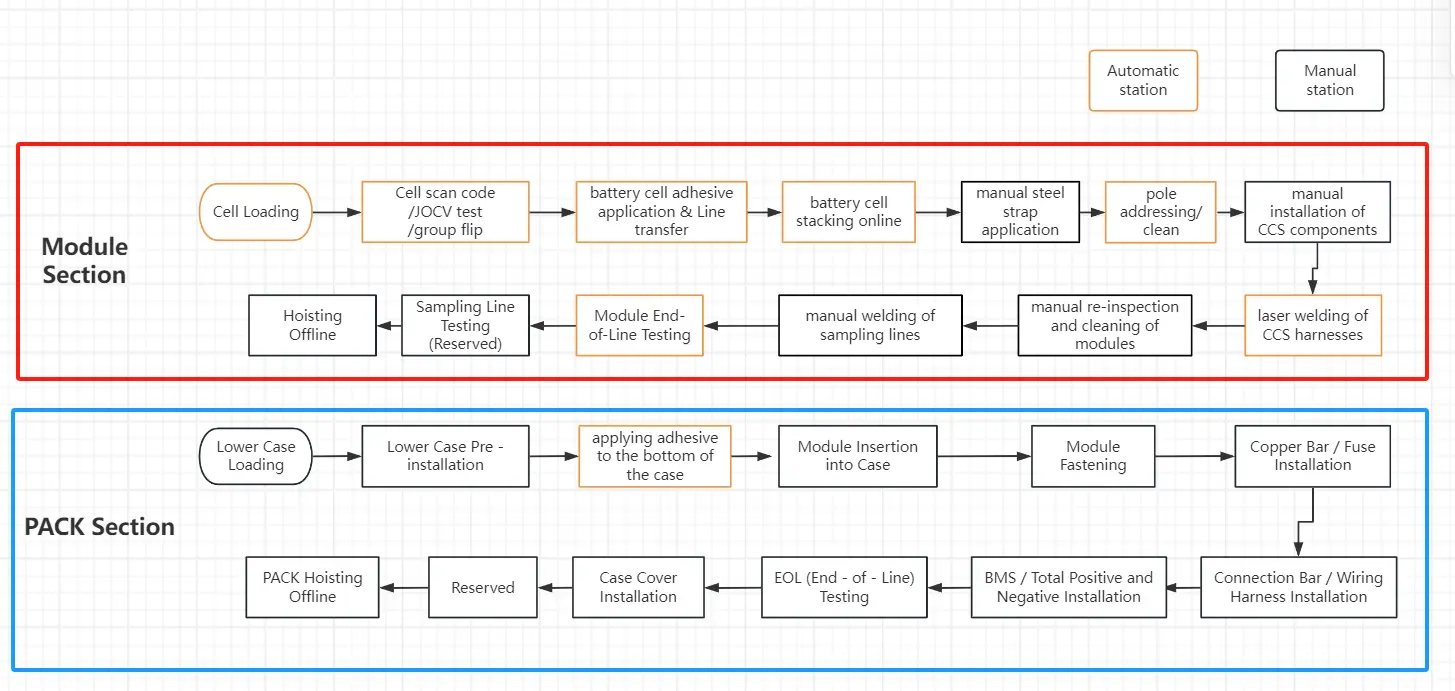
I. Überblick und Kernprozesse der Batteriesatz-Montagelinie
Der Montagelinie für Akkupacks, Die PACK-Montagelinie ist eine spezielle Produktionslinie, in der mehrere Einzelzellen durch eine Reihe automatischer oder halbautomatischer Prozesse zu einem kompletten Batteriepack zusammengesetzt werden, das direkt verwendet werden kann. Sie integriert Funktionen wie Zellenhandhabung, elektrische Verbindungen, strukturelle Montage, Systemintegration und Qualitätsprüfung und dient als zentrale Fertigungseinheit, um die Leistung, Sicherheit und Produktionseffizienz von Batteriepacks zu gewährleisten.
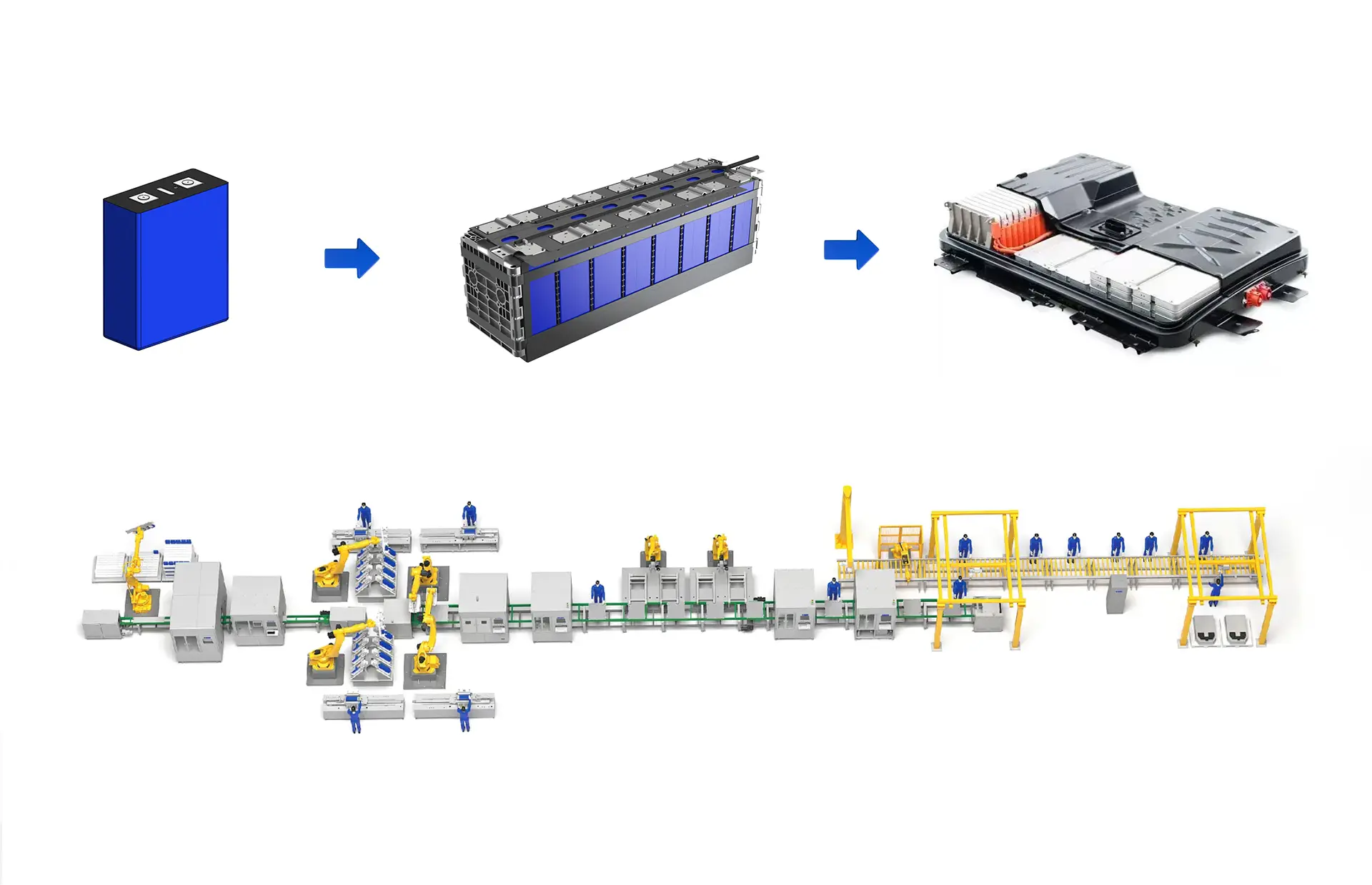
Wie man einen Akku zusammenbaut
Klärung der Kernanforderungen: Produkt und Kapazität
- Zellentyp: Die Produktionslinie muss Ihrer Produktform entsprechen.
- Quadratisches Gehäuse Batterien: Derzeit der Mainstream auf dem Markt, mit ausgereifter Technologie und hohen Präzisionsanforderungen beim Stapeln und Schweißen.
- Zylindrische Batterien: Die Montagelinie muss eine große Anzahl kleiner Zellen effizient verarbeiten, wobei hohe Anforderungen an die Sortierung, Sequenzierung und den Schweißrhythmus gestellt werden.
- Soft-Pack-Batterien: Die Kernprozesse sind das Laschenschweißen und die Verpackung in Aluminium-Kunststoff-Folie, wobei strenge Anforderungen an die Staubkontrolle und die Versiegelung der Verpackung gestellt werden.
- Kapazitätsziele: Unterscheiden Sie zwischen “theoretischer Spitze” und “nachhaltiger Kapazität”. Die Planung sollte auf den aktuellen und künftigen täglichen/jährlichen Produktionszielen für die nächsten 3 bis 5 Jahre beruhen, wobei die Gesamtauslastung der Anlage zu berücksichtigen ist (in der Regel sollte die geplante Kapazität etwa 20% über dem tatsächlichen Bedarf liegen).
- Produktspezifikationen: Die Nennenergie (kWh), die Spannung, die Abmessungen und andere Parameter des Batteriesatzes wirken sich direkt auf das Layout und die Werkzeugkonstruktion der Produktionslinie aus.

Auswahl des Batteriesatzes für die Montagelinie
Bei der Wahl der Art der Montagelinie für Batteriepacks geht es im Wesentlichen um Umwandlung strategischer Zwänge in ausführbare Konfigurationen von Produktionslinien. Der Kern muss sich auf drei grundlegende Aspekte konzentrieren: Produktform, Kapazitätsrhythmus und Prozessweg bei gleichzeitigem Ausgleich von Kosten und Flexibilität durch Automatisierung und Datenfunktionen. Nachfolgend finden Sie ausführliche Details zu jeder Auswahldimension, zusammen mit praktischen Tools und Fallstudien:
1. Produktform: Prozessunterschiede definieren die zugrunde liegende Logik der Produktionslinie
Die strukturellen Merkmale der verschiedenen Batterieformen bestimmen direkt die Kernprozesse und die Auswahl der Ausrüstung. Verwenden Sie die 【Produktionslinie Typ Vergleichsmatrix】 um Unterschiede schnell zu erkennen:
| Produkt Form | Kernprozessunterschiede | Wichtige Automatisierungsknoten | Anforderungen an die Sauberkeit | Einzeiliger Leistungsbereich (UPH) | Typischer Kostenbereich (10.000 CNY/m) |
|---|---|---|---|---|---|
| Quadratisches Gehäuse | Laserschweißen von Stromschienen (Kontrolle der thermischen Verformung), Modulbefestigung (Drehmomentgenauigkeit ±5%), Dichtheitsprüfung des Gehäuses (IP67) | Automatische Modulverschraubungsstation, Online-Laserschweißqualitätsprüfung (AI visuelle Erkennung von Schweißnahtrissen) | Lokale Klasse 8 (Stufe 10.000) | 15-30 | 8-12 |
| Zylindrisch (z. B. 4680) | Vollzungen-Laserschweißen (synchrones Mehrstationenschweißen), Klebstoffaushärtung (Kontrolle der Klebstoffschichtdicke ±0,1 mm), Integration von Wärmemanagementkomponenten | Laschenformmaschinen, Hochgeschwindigkeits-Leimeinspritzsysteme, Röntgenprüfung der inneren Struktur | Insgesamt Klasse 7 (1.000er Stufe) | 20-40 | 10-15 |
| Weich verpackt | Überlappendes Stapeln von Bögen (Spannungsregelung ±1N), Versiegeln von oben und von der Seite (Versiegelungstemperatur ±2℃), Verkleben von Flüssigkühlplatten (Druckgleichmäßigkeit < ±5kPa) | Bahnspannungsregelung, Heißsiegelqualität CCD-Erkennung, Klebedrucksensoren | Insgesamt Klasse 7 (1.000er Stufe) | 10-25 | 12-18 |
Fallstudie: Ein europäisches Automobilunternehmen plante ursprünglich die Einführung einer zylindrischen Produktionslinie. Da die Schweißausbeute beim 4680-Vollzungenverfahren jedoch nur 85% betrug (und damit unter dem Zielwert von 95% lag), wurde vorübergehend auf eine Produktionslinie für quadratische Gehäuse umgestellt. Analyse durch 【Vergleichende Fallstudien】 zeigte, dass die Technologie zum Schweißen quadratischer Stromschienen sehr ausgereift war (Ausbeute über 98%). Trotz einer um 5% niedrigeren Kapazität in einer Linie konnten die Investitionen in die Ausrüstung um 15% gesenkt werden, was zu einer Massenproduktion innerhalb von 6 Monaten führte.
2. Kapazität und Rhythmus: Vom “theoretischen Spitzenwert” zum “nachhaltigen Output”
Die Kapazitätsplanung muss die “UPH-Obsession” vermeiden und sich stattdessen darauf konzentrieren, einen Ausgleich zwischen kurzfristigem Bedarf und langfristigem Ausbau durch eine 【Stufenweiser Investitionsfahrplan】:
1. Definition der Kapazitätsschicht
- Theoretische Spitzenkapazität: Die maximale Betriebsgrenze des Geräts (z. B. hat eine bestimmte Linie eine UPH von 30, d. h. 30 produzierte Packungen pro Stunde), die nur als Referenz für die Geräteauswahl dient.
- Nachhaltige Kapazität: Dieser Wert spiegelt die tatsächliche Leistung nach Berücksichtigung von Faktoren wie Umstellung, Wartung und Materialmangel wider und liegt in der Regel bei 70%-85% des theoretischen Spitzenwerts (das empfohlene Auslastungsziel liegt bei 75% als Basiswert).
- Expansionsreserve: Führen Sie zunächst “Kernprozesse + Basisautomatisierung” ein (z. B. nur die Automatisierung des Modulschweißens) und lassen Sie 20%-30% Kapazität für zusätzliche Roboter oder modernisierte Werkzeuge in der Zukunft.
2. Rückrechnung der Gerätemenge auf Basis des Rhythmus
Am Beispiel einer Produktionslinie für quadratische Darmpakete:
- Ziel Nachhaltige Kapazität: 20 UPH (Nutzung 75%, theoretischer Spitzenwert 26,7 UPH)
- Wichtige Prozess-Zykluszeiten: Für das Schweißen der Stromschienen werden 60 Sekunden pro Einheit benötigt, für die Befestigung der Module 40 Sekunden pro Einheit.
- Gerätekonfiguration: Die Schweißstation benötigt 2 Einheiten (60 Sekunden/Einheit ÷ 3600 Sekunden/Stunde × 2 Einheiten = 120 UPH, mit Redundanzreserve); die Befestigungsstation benötigt 1 Einheit (40 Sekunden/Einheit × 90 Einheiten/Stunde = 3600 Sekunden, bedarfsgerecht).
Werkzeug Anwendung: Verwenden Sie die 【Bewertungsformular für Kapazitätsszenarien】 zum Vergleich von Ausrüstungsinvestitionen bei unterschiedlichen Auslastungsgraden: Wenn die Auslastung von 70% auf 85% steigt, wäre eine zusätzliche Schweißstation erforderlich (die zwar 100.000 CNY mehr kostet, aber den Jahresausstoß um 21% erhöht und die Amortisationszeit um 6 Monate verkürzt).
3. Der Grad der Automatisierung: Die Kunst des Ausgleichs zwischen Starrheit und Flexibilität
Die Auswahl der Automatisierung muss den Investitionsumfang und die betriebliche Flexibilität bestimmen, wobei Produktmodus und Produktiterationstempo kombiniert werden müssen:
| Automatisierungstyp | Anwendbare Szenarien | Kernvorteile | Wichtigste Kostenpunkte | Umstellungszeit |
|---|---|---|---|---|
| Automatisierung mit hoher Steifigkeit | Einzelne Fahrzeugtypen mit hohem Volumen (z. B. mit einer Jahreskapazität von 100.000+) | Hohe Effizienz (20% UPH Steigerung), niedrige Arbeitskosten (80% Reduzierung der Arbeitskräfte) | Hohe Anfangsinvestitionen (30% teurer als flexible Linien), hohe Umstellungskosten (erfordert Neuprogrammierung der Werkzeuge) | 4-8 Stunden |
| Flexibel Modular | Diverse Kleinserien (z. B. Jahreskapazität von 30.000-50.000, 3+ Fahrzeugmodelle) | Schnelle Umstellung, hohe Anpassungsfähigkeit an neue Produkte | Hohe Modulwartungskosten (benötigt Ersatzmodule), etwas geringere Effizienz (UPH sinkt um 10%) | 30-60 Minuten |
Umsetzungsstrategie: Adoptieren Sie eine 【Phased Upgrade】: Zunächst werden die Kernprozesse manuell und halbautomatisch durchgeführt (z. B. manuelle Zuführung und automatisches Schweißen). Nach Stabilisierung der Ausbeute (über 98%) werden die Be- und Entladeprozesse mit Robotern aufgerüstet. Ein inländischer Batteriehersteller, der diese Strategie anwandte, reduzierte die Anfangsinvestitionen um 40% und erreichte die Ertragsziele innerhalb von 6 Monaten.
4. Prozessweg: Technologie-Route bestimmt die Produktionslinie “DNA”
Die Wahl eines Verfahrens muss die künftige Produktplanung für die nächsten 3 bis 5 Jahre verankern, um zu vermeiden, dass die Produktionslinie aufgrund technologischer Iterationen veraltet:
- Traditionelle Modul-PACK-Route: Ausgereift und stabil mit geringen Investitionen (20% niedriger als CTP), aber geringer Raumausnutzung (Module belegen 15% des Packvolumens). Geeignet für kostenbewusste Szenarien mit langsamen Produktiterationen.
- CTP (Cell to Pack): Durch den Wegfall der Modulbühne erhöht sich die Raumausnutzung um 10%-15%, aber es werden kundenspezifische Vorrichtungen benötigt (z. B. Werkzeuge für die Positionierung großer Zellen), wodurch sich die Anlageninvestition um 15% erhöht. Geeignet für High-End-Modelle oder langfristige Anforderungen.
- CTC (Cell to Chassis): Direkte Integration der Batterie in das Fahrgestell, was eine tiefgreifende Integration in die Konstruktion des Fahrgestells erfordert, kompatibel mit den Produktionslinien des Fahrgestells ist, hohe Investitionsrisiken birgt (gemeinsame Entwicklung erforderlich), aber eine Reduzierung des Gesamtgewichts des Fahrzeugs um 10% erreichen kann.
Fall Warnung: Ein nordamerikanisches Startup-Automobilunternehmen legte vorzeitig eine CTC-Produktionslinie an, ohne die Konstruktion mit den Fahrgestelllieferanten abzustimmen, was zu einer Inkompatibilität der Werkzeuge mit dem neuen Fahrgestell führte. Die Produktionslinie stand 6 Monate lang still und verursachte zusätzliche Umbaukosten in Höhe von 2 Millionen CNY. Es wird empfohlen, die 【Risk Matrix】 den Reifegrad der Technologie zu bewerten: CTC hat derzeit nur einen Reifegrad von 3/5, und vor der Einführung sollte eine “Technologie-Stopp-Periode” (z. B. 12 Monate ohne Änderungen an der Fahrgestellkonstruktion) festgelegt werden.
5. Daten und Rückverfolgbarkeit: Aufwertung des Wertes von “Aufzeichnung” zu “Vorhersage”
Die Datenkapazitäten bestimmen die Qualitätskontrolle und die Konformität der Produktionslinie, wobei eine klare Definition von Datengranularität Und Rückverfolgbarkeitsanforderungen:
1. Dimensionen der Datenerhebung
- Prozessparameter: Schlüsselparameter wie Schweißstrom (±5A), Anzugsdrehmoment (±0,5N-m), Schweißtemperatur (±1℃) müssen in Echtzeit in das MES hochgeladen werden.
- Inspektionsdaten: Röntgenbilder der Schweißpunkte, Ergebnisse der Luftdichtheitsprüfung (Leckagerate <1×10-⁶Pa-m³/s), End of Line (EOL)-Testdaten (Spannung, Innenwiderstand).
2. Granularität der Rückverfolgbarkeit
- Grundlegendes Niveau: Verfolgen Sie jede Packung bis zu den Zellchargennummern und Modul-IDs zurück.
- Fortgeschrittenes Niveau: Verfolgung jedes Schweißpunktes und der Prozessparameter jeder Schraube (was eine Erhöhung der Anzahl der Sensoren erfordert, was zu 10%-15% höheren Investitionen führt).
3. Digitale Umsetzung
Verabschiedung einer 【Digital Twin Framework】: Synchronisierung der physischen Ausrüstung in der Produktionslinie mit virtuellen Modellen, Erfassung von Echtzeitdaten über SCADA, Simulation von Prozessoptimierungen in einer virtuellen Umgebung (z. B. könnte eine Anpassung der Schweißgeschwindigkeit die Fehlerquote um 5% senken). Eine deutsche Batteriefabrik hat mit Hilfe eines digitalen Zwillings die Zeit für die Prozessabstimmung erfolgreich von 2 Wochen auf 3 Tage reduziert.
Endgültige Logik der Auswahlentscheidung
Die Wahl einer Batteriesatz-Montagelinie muss mit folgenden Aspekten übereinstimmen strategisches Matching:
- Wenn die Konzentration auf Kostenführerschaft: Entscheiden Sie sich für eine quadratische Ummantelung + traditionelle Trassenführung + Automatisierung mit hoher Steifigkeit, um CapEx und OpEx zu kontrollieren.
- Wenn die Konzentration auf Technologieführerschaft: Entscheiden Sie sich für CTP/CTC + flexible Modularität + erweiterte Rückverfolgbarkeit, um kurzfristige Kosten für langfristige Wettbewerbsfähigkeit zu opfern.
- Wenn die Konzentration auf schnelle Iteration: Entscheiden Sie sich für Softpacks + Halbautomatisierung + einfache Rückverfolgbarkeit, um Flexibilität und Investitionsrisiko auszugleichen.
Letztlich gibt es keine optimale Lösung für den “Stil” der Produktionslinie, sondern nur die die Lösung, die am besten zur aktuellen Phase passt. Durch die Bewertung von Technologie-, Kosten- und Compliance-Risiken anhand der 【Risk Priority Ranking Table】, Die Wahl eines “risikokontrollierbaren, renditefreien” Plans ist der Schlüssel zur erfolgreichen Umsetzung.
Benötigen Sie eine Lösung für die Montage von Akkupacks? Sie können kontaktieren Comwin-Gruppe.