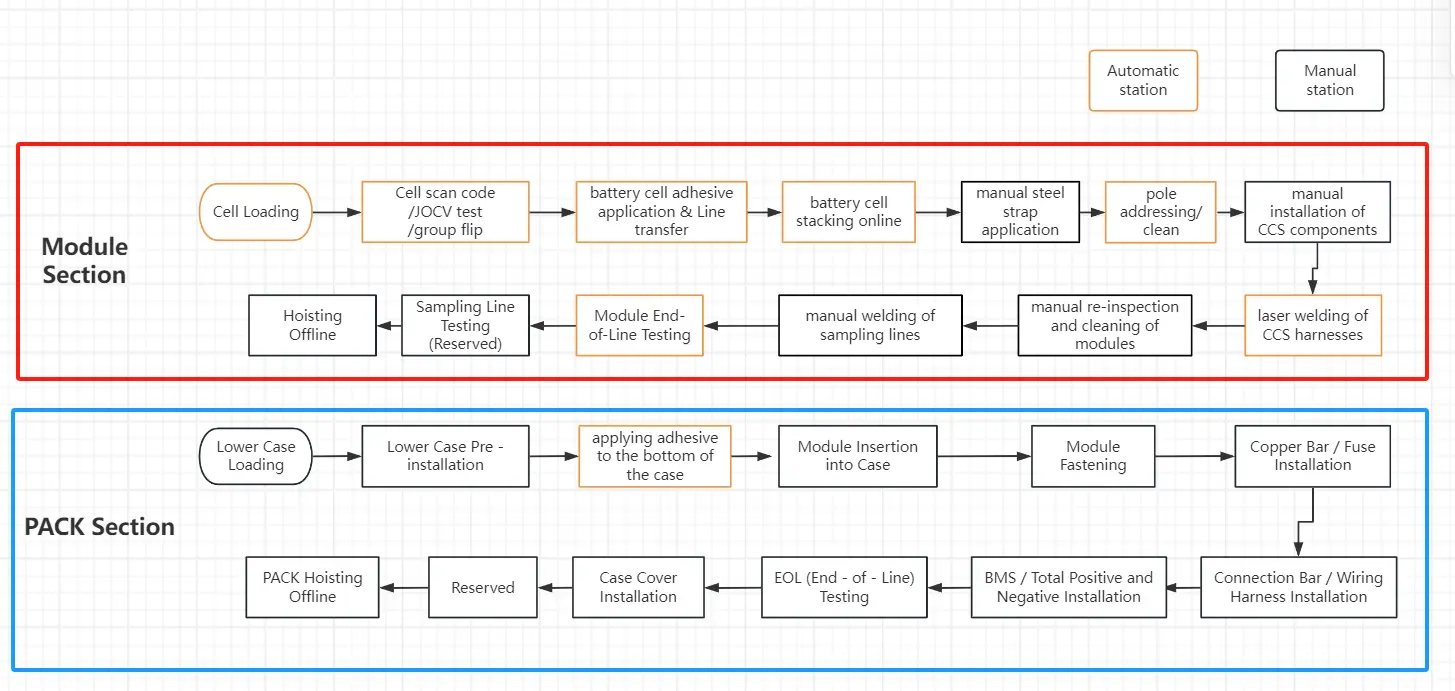
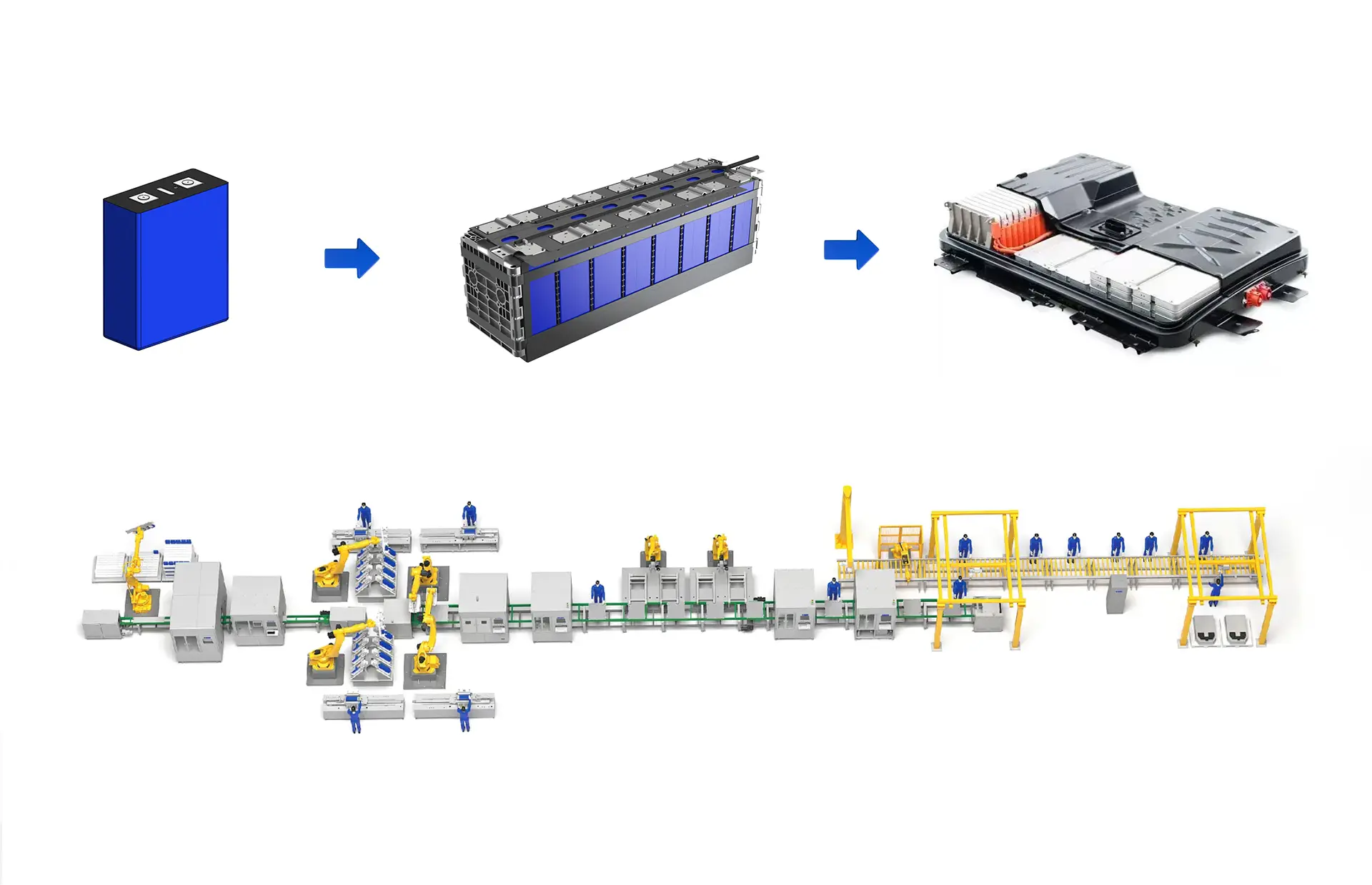
I. Обзор и основные процессы линии сборки аккумуляторных батарей
The линия сборки аккумуляторных батарей, Линия сборки PACK - это специализированная производственная линия, которая с помощью ряда автоматизированных или полуавтоматических процессов собирает несколько отдельных элементов в готовый аккумуляторный блок, который может быть использован напрямую. Она объединяет такие функции, как обработка элементов, электрические соединения, сборка конструкции, системная интеграция и тестирование качества, и служит основным производственным узлом, обеспечивающим производительность, безопасность и эффективность производства аккумуляторных блоков.
Как собрать аккумуляторный блок
Уточнение основных требований: Продукция и мощность
- Тип клетки: Производственная линия должна соответствовать форме вашего изделия.
- Батареи в квадратном корпусе: В настоящее время является основной на рынке, с развитой технологией и высокими требованиями к точности укладки и сварки.
- Цилиндрические батареи: Сборочная линия должна эффективно обрабатывать большое количество мелких ячеек, предъявляя высокие требования к сортировке, последовательности и ритму сварки.
- Батарейки в мягкой упаковке: Основные процессы включают в себя сварку вкладок и упаковку в алюминиево-пластиковую пленку, при этом предъявляются строгие требования к контролю пыли и герметизации упаковки.
- Цели развития потенциала: Различайте понятия “теоретический пик” и “устойчивая мощность”. Планирование должно основываться на текущих и будущих ежедневных/ежегодных целях производства на ближайшие 3-5 лет, учитывая общий коэффициент использования оборудования (как правило, проектная мощность должна быть примерно на 20% выше фактического спроса).
- Технические характеристики продукта: Номинальная энергия (кВт-ч), напряжение, размеры и другие параметры аккумуляторного блока напрямую влияют на компоновку и конструкцию оснастки производственной линии.

Выбор стиля линии сборки аккумуляторных батарей
Выбор стиля линии сборки аккумуляторных батарей в основном сводится к следующему преобразование стратегических ограничений в исполняемые конфигурации производственных линий. Основное внимание должно быть уделено трем фундаментальным аспектам: форме продукта, ритмичности производственных мощностей и технологическому маршруту, а также балансу между стоимостью и гибкостью за счет автоматизации и возможностей передачи данных. Ниже приведены подробные сведения о каждом аспекте выбора, а также практические инструменты и примеры из практики:
1. Форма продукта: Различия в процессах определяют логику производственной линии
Структурные характеристики различных форм батарей напрямую определяют основные процессы и выбор оборудования. Используйте 【Сравнительная матрица типов производственных линий】 чтобы быстро определить различия:
| Форма продукта | Различия в основных процессах | Ключевые узлы автоматизации | Требования к чистоте | Диапазон производительности одной линии (UPH) | Типичный диапазон стоимости (10 000 китайских юаней/м) |
|---|---|---|---|---|---|
| Квадратный корпус | Лазерная сварка шин (контроль тепловой деформации), крепление модулей (точность момента ±5%), проверка герметичности упаковки (IP67) | Автоматическая станция затяжки модулей, онлайн-контроль качества лазерной сварки (AI визуальное распознавание трещин сварочного шва) | Местный класс 8 (уровень 10 000) | 15-30 | 8-12 |
| Цилиндрические (например, 4680) | Лазерная сварка с полным наклеиванием (синхронная многопозиционная сварка), отверждение клея (контроль толщины клеевого слоя ±0,1 мм), интеграция компонентов терморегулирования | Машины для формирования накладок, высокоскоростные системы впрыска клея, рентгеновское определение внутренней структуры | Общий класс 7 (1,000 уровень) | 20-40 | 10-15 |
| Мягкая упаковка | Укладка листов внахлест (контроль натяжения ±1N), запечатывание сверху и сбоку (температура запечатывания ±2℃), склеивание листов с жидкостным охлаждением (равномерность давления < ±5kPa) | Система контроля натяжения листов, CCD-детектирование качества термозапечатывания, датчики давления склеивания | Общий класс 7 (1,000 уровень) | 10-25 | 12-18 |
Исследование случая: Европейская автомобильная компания первоначально планировала внедрить линию по производству цилиндрических корпусов. Однако, поскольку производительность сварки по методу 4680 full-tab составила всего 85% (ниже целевого показателя 95%), они временно перешли на линию по производству квадратных корпусов. Анализ 【Сравнительные тематические исследования】 показал, что зрелость технологии сварки шин квадратных корпусов была высокой (выход продукции превысил 98%). Несмотря на снижение производительности одной линии на 5%, инвестиции в оборудование сократились на 15%, что позволило выйти на серийное производство в течение 6 месяцев.
2. Мощность и ритм: От “теоретического пика” к “устойчивой производительности”
При планировании мощностей следует избегать “одержимости УПХ”, сосредоточившись на балансировании краткосрочных потребностей и долгосрочного расширения за счет 【Поэтапная инвестиционная дорожная карта】:
1. Определение уровня пропускной способности
- Теоретическая пиковая мощность: Максимальный рабочий предел оборудования (например, для определенной линии UPH составляет 30, то есть 30 упаковок в час), который служит только в качестве ориентира при выборе оборудования.
- Устойчивый потенциал: Этот показатель отражает фактический объем производства с учетом таких факторов, как переналадка, техническое обслуживание и нехватка материалов, обычно он составляет около 70%-85% от теоретического пика (рекомендуемая цель использования установлена на уровне 75% в качестве базового уровня).
- Резерв расширения: Изначально реализуйте “основные процессы + базовая автоматизация” (например, автоматизируйте только сварку модулей), оставляя 20%-30% возможности для установки дополнительных роботов или модернизированной оснастки в будущем.
2. Обратный расчет количества устройств на основе ритма
В качестве примера можно привести линию по производству квадратных корпусов:
- Целевой устойчивый потенциал: 20 UPH (использование 75%, теоретический пик 26,7 UPH)
- Время цикла ключевых процессов: Сварка шин занимает 60 секунд на единицу, крепление модулей - 40 секунд на единицу.
- Конфигурация устройства: Для сварочного поста требуется 2 агрегата (60 секунд/агрегат ÷ 3600 секунд/час × 2 агрегата = 120 UPH, с резервным запасом); для крепежного поста требуется 1 агрегат (40 секунд/агрегат × 90 агрегатов/час = 3600 секунд, удовлетворяя спрос).
Применение инструмента: Используйте 【Форма оценки сценария пропускной способности】 для сравнения инвестиций в оборудование при различных коэффициентах использования: если загрузка увеличится с 70% до 85%, потребуется дополнительный сварочный пост (стоимостью 100 000 юаней, но с увеличением годового объема производства на 21%, что сократит срок окупаемости на 6 месяцев).
3. Степень автоматизации: Искусство баланса между жесткостью и гибкостью
Выбор автоматизации должен определять масштаб инвестиций и гибкость работы, сочетая режим работы и скорость итерации продукта:
| Тип автоматизации | Применимые сценарии | Основные преимущества | Основные статьи расходов | Время переключения |
|---|---|---|---|---|
| Автоматизация с высокой жесткостью | Однотипные транспортные средства с высокой интенсивностью движения (например, с годовой производительностью 100 000+) | Высокая эффективность (увеличение на 20% UPH), низкие трудозатраты (снижение трудозатрат на 80%) | Высокие первоначальные инвестиции (30% дороже гибких линий), высокие затраты на переналадку (требуется перепрограммирование оснастки) | 4-8 часов |
| Гибкие модульные | Разнообразные мелкие партии (например, годовой объем 30 000-50 000, 3+ модели автомобилей) | Быстрая переналадка, высокая адаптивность к новым продуктам | Высокие затраты на обслуживание модулей (требуются запасные модули), несколько меньшая эффективность (UPH снижается на 10%) | 30-60 минут |
Стратегия реализации: Усыновить 【Поэтапная модернизация】: первоначально для основных процессов (например, ручная подача + автоматическая сварка) используется “ручное управление + полуавтоматизация”. После стабилизации выхода продукции (выше 98%) переходите к модернизации процессов загрузки и разгрузки с помощью роботов. Отечественный производитель батарей, использующий эту стратегию, сократил первоначальные инвестиции на 40% и достиг целевых показателей выхода продукции в течение 6 месяцев.
4. Технологический маршрут: Технологический маршрут определяет производственную линию “DNA”
Выбор технологического маршрута должен лежать в основе планирования будущего продукта на ближайшие 3-5 лет, чтобы избежать устаревания производственных линий из-за технологических итераций:
- Традиционный маршрут Module-PACK: Зрелая и стабильная технология с низкими инвестициями (на 20% меньше, чем CTP), но с низким уровнем использования пространства (модули занимают 15% объема упаковки). Подходит для сценариев, чувствительных к затратам, с медленными итерациями продукта.
- CTP (Cell to Pack): Устраняет модульную стадию, увеличивая использование пространства на 10%-15%, но требует специальных приспособлений (например, оснастки для позиционирования крупных ячеек), увеличивая инвестиции в оборудование на 15%. Подходит для высокотехнологичных моделей или долгосрочных потребностей.
- CTC (Cell to Chassis): Непосредственная интеграция батареи в шасси требует глубокой интеграции с конструкцией шасси автомобиля, совместимости с производственными линиями шасси, высоких инвестиционных рисков (требуется совместная разработка), но позволяет добиться снижения общей массы автомобиля на 10%.
Предупреждение по делу: Североамериканская автомобильная компания-стартап преждевременно заложила производственную линию CTC, не согласовав проект с поставщиками шасси, что привело к несовместимости оснастки с новым шасси. Производственная линия простояла 6 месяцев, понеся дополнительные расходы на модификацию в размере 2 млн китайских юаней. Рекомендуется использовать 【Матрица рисков】 для оценки зрелости технологии: В настоящее время уровень зрелости CTC составляет всего 3/5, и перед внедрением необходимо установить “период заморозки технологии” (например, 12 месяцев без изменений конструкции шасси).
5. Данные и прослеживаемость: Повышение ценности от “записи” к “прогнозированию”
Возможности данных определяют контроль качества и соответствия производственной линии, с четким определением детализация данных и требования к прослеживаемости:
1. Размеры сбора данных
- Параметры процесса: Ключевые параметры, такие как сварочный ток (±5А), момент затяжки (±0,5Н-м), температура термозапайки (±1℃), должны загружаться в MES в режиме реального времени.
- Данные проверки: Рентгеновские снимки точек сварки, результаты испытаний на герметичность (скорость утечки <1×10-⁶Pa-m³/s), данные испытаний на окончание срока службы (EOL) (напряжение, внутреннее сопротивление).
2. Гранулярность прослеживаемости
- Базовый уровень: Отследите каждую упаковку по номерам партий ячеек и идентификаторам модулей.
- Продвинутый уровень: Отслеживание каждой точки сварки и технологических параметров каждого винта (что требует увеличения количества датчиков, что приводит к увеличению инвестиций в 10%-15%).
3. Цифровая реализация
Принятие 【Цифровая система Twin Framework】: Синхронизация физического оборудования на производственной линии с виртуальными моделями, сбор данных в реальном времени через SCADA, моделирование оптимизации процесса в виртуальной среде (например, регулировка скорости сварки может снизить количество брака на 5%). Немецкий завод по производству аккумуляторов успешно сократил время настройки процесса с 2 недель до 3 дней с помощью цифрового двойника.
Окончательная логика принятия решения о выборе
Выбор линии сборки аккумуляторных батарей должен согласовываться с стратегическое соответствие:
- Если сосредоточиться на лидерство по затратам: Выберите квадратный корпус + традиционный маршрут + автоматизацию с высокой жесткостью, чтобы контролировать капитальные и эксплуатационные расходы.
- Если сосредоточиться на технологическое лидерство: Выбирайте CTP/CTC + гибкую модульную систему + расширенную систему отслеживания, чтобы пожертвовать краткосрочными затратами ради долгосрочной конкурентоспособности.
- Если сосредоточиться на быстрая итерация: Выберите мягкую упаковку + полуавтоматизацию + базовую прослеживаемость, чтобы сбалансировать гибкость и инвестиционный риск.
В конечном счете, не существует оптимального решения для “стиля” производственной линии; только решение, которое наилучшим образом соответствует текущему этапу. Оценивая риски, связанные с технологиями, затратами и соблюдением нормативных требований, используя 【 Таблица ранжирования приоритетов риска】, Выбор плана “риск-контролируемый, доходность-чистая” является ключом к успешной реализации.
Вам нужно решение по сборке аккумуляторных батарей? Вы можете связаться с Comwin Group.