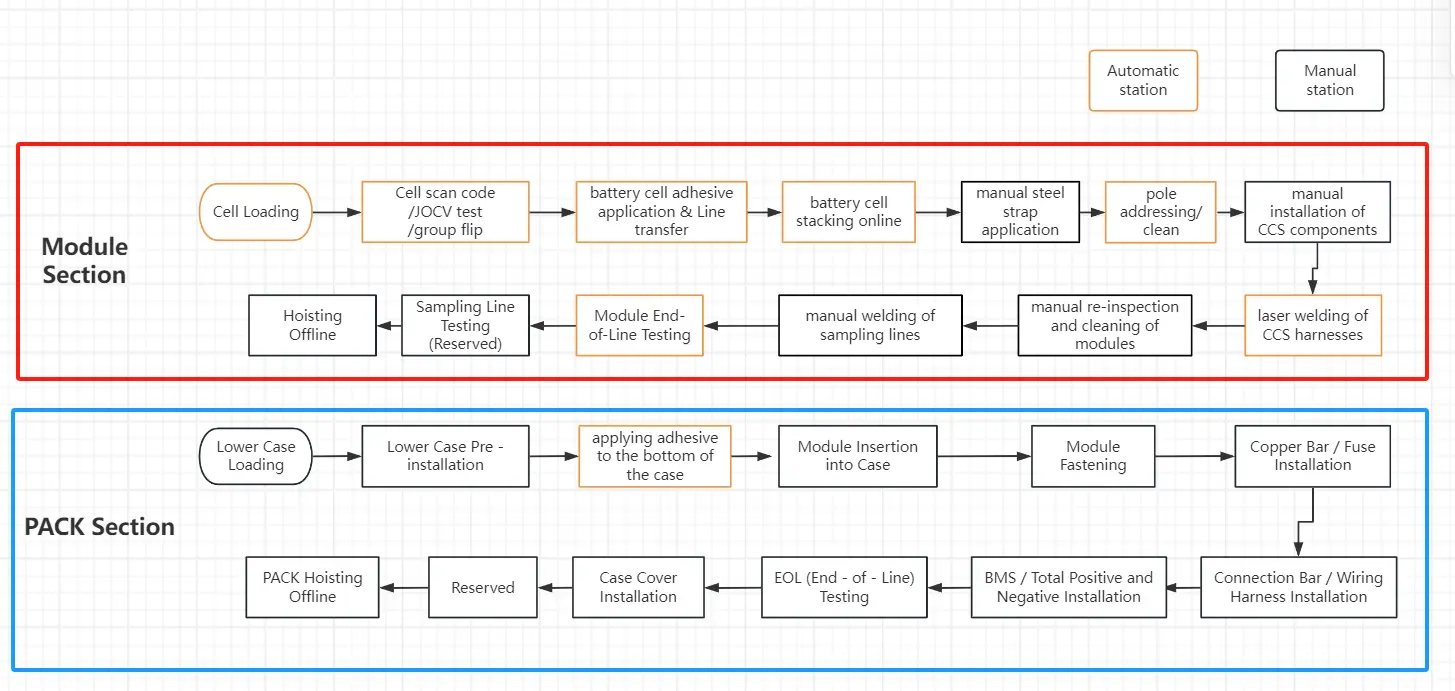
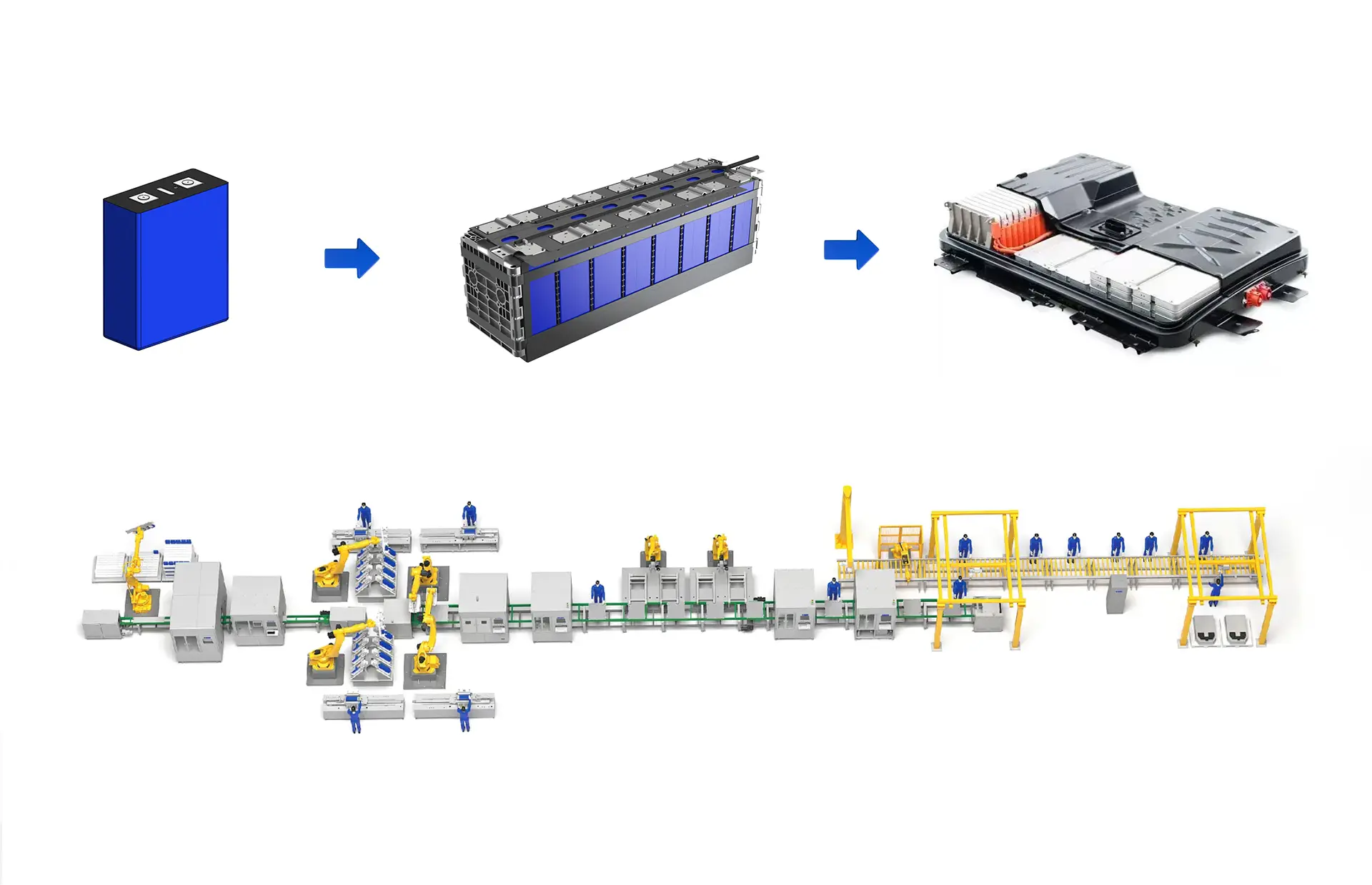
I. Преглед и основни процеси монтажне линије за склоп батерија
Тхе склапање батеријског пакета, такође позната као ПАК производна линија, је намењена производна линија која склапа више појединачних ћелија у комплетан пакет батерија који се може користити директно кроз низ аутоматизованих или полуаутоматизованих процеса. Она интегрише функције као што су руковање ћелијама, електрични прикључци, структурни склоп, интеграција система и контрола квалитета, служећи као основна производна јединица за обезбеђивање перформанси, безбедности и ефикасности производње пакета батерија.
Како саставити батеријски пакет
Разјашњавање основнихних захтева: производ и капацитет
- Тип ћелије: Производна линија мора да одговара облику вашег производа.
- Квадратне батерије: Тренутно доминантан на тржишту, са зрелом технологијом и високим захтевима за прецизност у слојевитом склапању и заваривању.
- Цилиндричне батерије: Склопна линија мора ефикасно да обрађује велики број малих ћелија, уз високе захтеве за сортирање, секвенцирање и ритам заваривања.
- Меке батерије: Основни процеси обухватају заваривање лимова и паковање алуминијумско-пластичном фолијом, уз строге захтеве за контролу прашине и заптивање паковања.
- Циљеви капацитета: Разликујте између “теоријског врха” и “одрживог капацитета”. Планирање треба заснивати на тренутним и будућим дневним/годишњим циљевима производње за наредних 3–5 година, узимајући у обзир укупну стопу искоришћености опреме (обично је дизајнирани капацитет око 20% већи од стварне потражње).
- Спецификације производа: Номинална енергија (kWh), напон, димензије и други параметри батеријског пакета директно утичу на распоред и дизајн опреме производне линије.

Избор стила монтажне линије за склоп батеријског пакета
Избор стила монтажне линије за склоп батеријског пакета у суштини се односи на претварање стратешких ограничења у изводљиве конфигурације производног погона. Језгро мора да се фокусира на три основна аспекта: облик производа, ритам капацитета и процесну стазу, истовремено балансирајући трошкове и флексибилност кроз аутоматизацију и могућности обраде података. Испод су детаљни подаци за сваку димензију избора, заједно са практичним алатима и студијама случаја:
1. Облик производа: Разлике у процесима дефинишу основну логику производног погона
Структурне карактеристике различитих облика батерија директно дефинишу основне процесе и избор опреме. Користите 【Матрица упоређења типова производног погона】 да брзо идентификује разлике:
| Облик производа | Основне разлике у процесима | Кључне аутоматизационе чворишта | Захтеви за чистоћу | Опсег капацитета једног реда (UPH) | Типичан распон трошкова (10.000 CNY/m) |
|---|---|---|---|---|---|
| Квадратна облога | Ласерско заваривање шина (контрола топлотне деформације), причвршћивање модула (тачност момента ±5%), испитивање заптивања паковања (IP67) | Аутоматска станица за затезање модула, онлајн инспекција квалитета ласерског заваривања (вештачка интелигенција за визуелно препознавање пукотина на завареном шаву) | Локална класа 8 (ниво 10.000) | 15–30 | 8–12 |
| Цилиндрични (нпр. 4680) | Ласерско заваривање са пуним табовима (синхроно заваривање на више станица), очвршћавање лепка (контрола дебљине слоја лепка ±0,1 мм), интеграција компоненти за управљање температуром | Машине за формирање језичака, високобрзински системи за убризгавање лепка, детекција унутрашње структуре рендгенским зрацима | Укупно класа 7 (ниво 1.000) | 20–40 | 10–15 |
| меко упаковано | Преклапање листова при слагању (контрола напетости ±1 N), горње и бочно заваривање (температура термичког заваривања ±2 ℃), лепљење плоча за хлађење течности (једнакост притиска < ±5 kPa) | Систем за контролу напетости фолије, CCD детекција квалитета термичког заваривања, сензори притиска за лепљење | Укупно класа 7 (ниво 1.000) | 10–25 | 12–18 |
Студија случаја: Европска аутомобилска компанија је првобитно планирала увођење цилиндричне производне линије. Међутим, пошто је принос заваривања за методу 4680 са пуном траком био само 85% (испод циља од 95%), они су привремено прешли на производну линију за квадратне кућиште. Анализа кроз 【Упоредне студије случаја】 Показало се да је зрелост технологије заваривања правоугаоних канала за шипне проводнике висока (искоришћеност преко 981 TP3T). Упркос 51 TP3T нижој једнолинијској носивости, улагање у опрему смањено је за 151 TP3T, што је довело до масовног производства у року од шест месеци.
2. Капацитет и ритам: од “теоријског врха” до “одрживог излаза”
Планирање капацитета мора да избегне “опсесију UPH”, уместо тога усмеравајући се на уравнотежење краткорочних потреба са дугорочном експанзијом кроз 【Фазна инвестициона путања】:
1. Дефиниција слоја капацитета
- Теоретски максимални капацитет: Максимални оперативни лимит опреме (нпр. одређена линија има UPH од 30, што значи 30 паковања произведених по сату), који служи само као референца при избору опреме.
- Одрживи капацитет: Ово одражава стварни принос након узимања у обзир фактора као што су прекиди у раду, одржавање и недостатак материјала, обично око 70%–85% теоријског максимума (препоручени циљ искоришћености је постављен на 75% као полазну основу.
- Резерва за проширење: У почетку имплементирати “кључне процесе + основну аутоматизацију” (нпр. аутоматизовати само заваривање модула), остављајући 20%-30% капацитета за додатне роботе или унапређене алате у будућности.
2. Прерачунајте количину уређаја на основу ритма
Користећи производни погон за квадратне кућишта као пример:
- Циљни одрживи капацитет: 20 UPH (искоришћење 75%, теоријски максимум 26,7 UPH)
- Кључна времена процесног циклуса: Заваривање шина захтева 60 секунди по јединици, причвршћивање модула захтева 40 секунди по јединици.
- Конфигурација уређаја: Заваривачка станица захтева 2 јединице (60 секунди по јединици ÷ 3600 секунди у сату × 2 јединице = 120 јединица на сат, са резервном редундантношћу); монтажна станица захтева 1 јединицу (40 секунди по јединици × 90 јединица у сату = 3600 секунди, задовољава потражњу).
Примена алата: Користите Образац за процену сценарија капацитета за упоређивање улагања у опрему при различитим стопама искоришћености: ако се искоришћеност повећа са 70% на 85%, била би потребна додатна станица за заваривање (која кошта додатних 100.000 CNY, али повећава годишњу производњу за 21% и скраћује период повраћаја за 6 месеци).
3. Степен аутоматизације: Уметност балансирања крутости и флексибилности
Избор аутоматизације мора да одреди обим улагања и оперативну флексибилност, комбинујући режим производа и брзину итерације производа:
| Тип аутоматизације | Применљиви сценарији | Основне предности | Кључне ставке трошкова | Време прекида |
|---|---|---|---|---|
| Висока аутоматизација крутости | Високообимни типови појединачних возила (нпр. годишњи капацитет преко 100.000) | Висока ефикасност (повећање од 201 TP3T UPH), ниски трошкови рада (смањење броја радника за 801 TP3T) | Висока почетна инвестиција (30% скупља од флексибилних линија), високи трошкови преласка (захтева препрограмирање алата) | 4–8 сати |
| Флексибилни модуларни | Разнолики мали тиражи (нпр. годишњи капацитет од 30.000–50.000, 3+ модела возила) | Брза промена, јака прилагодљивост новим производима | Високи трошкови одржавања модула (потребни су резервни модули), нешто нижа ефикасност (UPH се смањује за 10%) | 30–60 минута |
Стратегија имплементације: Усвојите 【Фазна надоградња】У почетку користите “ручни + полуаутоматски” приступ за основне процесе (као што су ручно заваривање + аутоматизовано заваривање). Након стабилизације приноса (више од 98%), пређите на унапређење процеса утовара и истовара уз помоћ робота. Домаћи произвођач батерија који је користио ову стратегију смањио је почетна улагања за 40% и остварио циљеве приноса у року од шест месеци.
4. Процесни пут: технолошки пут одређује “ДНК” производног погона”
Избор производне линије мора да утемељи будуће планирање производа за наредне 3–5 година како би се избегло застаревање линије услед технолошких итерација:
- Традиционална рута Module-PACK-а: Зрело и стабилно уз ниску инвестицију (20% нижа од CTP), али ниску искоришћеност простора (модули заузимају 15% запремине паковања). Погодно за трошковно осетљиве сценарије са спорим итерацијама производа.
- ЦТП (ћелија до паковања): Укида фазу модула, повећава искоришћеност простора за 10%–15%, али захтева прилагођену опрему (као што су алати за позиционирање великих ћелија), чиме се улагање у опрему повећава за 15%. Погодно за врхунске моделе или потребе за дугорочну употребу.
- ЦТЦ (ћелија–шасија): Директно интегрише батерију у шасију, захтевајући дубоку интеграцију са дизајном шасије возила, компатибилност са линијама за производњу шасије, високе инвестиционе ризике (потребан заједнички развој), али може остварити смањење укупне тежине возила за 10%.
Упозорење о случају: Северноамеричка стартап аутомобилска компанија је преурањено поставила производни погон CTC без синхронизације дизајна са добављачима шасија, што је довело до некомпатибилности алата са новим шасијама. Производни погон је био неактиван шест месеци, при чему су настали додатни трошкови модификација у износу од 2 милиона јуана. Препоручује се коришћење 【Матрица ризика】 за процену зрелости технологије: CTC тренутно има ниво зрелости од само 3/5, и пре имплементације треба успоставити “период замрзавања технологије” (на пример, 12 месеци без промена у дизајну шасије).
5. Подаци и праћење: Повећање вредности од “евидентирања” до “предвиђања”
Капацитети података одређују контролу квалитета и усаглашеност производног погона, са јасно дефинисаним грануларност података и захтеви за праћење:
1. Димензије прикупљања података
- Параметри процеса: Кључни параметри као што су струја заваривања (±5 A), обртни момент затезања (±0,5 N·m) и температура термичког лепљења (±1 °C) морају бити отпремљени у MES у реалном времену.
- Подаци о инспекцији: Рентгенске слике заваривних тачака, резултати теста херметичности (пропусност <1×10⁻⁶ Па·м³/с), подаци са теста на крају линије (EOL) (напон, унутрашњи отпор).
2. Грануларност уследљивости
- Основни ниво: Пратите сваки пакет до бројева серије ћелија и ИД-ова модула.
- Напредни ниво: Пратите параметре процеса сваке заварене тачке и сваког вијка (што захтева повећање броја сензора, што доводи до додатних улагања од 10%–15%).
3. Дигитална имплементација
Усвајање једног 【Оквир дигиталног близанаца】: Синхронизовати физичку опрему на производној линији са виртуелним моделима, прикупљајући податке у реалном времену преко SCADA, симулирајући оптимизације процеса у виртуелном окружењу (нпр. подешавање брзине заваривања може смањити стопу дефеката за 5%). Немачка фабрика батерија је успешно смањила време подешавања процеса са две недеље на три дана користећи дигиталног близанца.
Коначна логика одлуке о селекцији
Избор линије за склоп батеријског пакета мора бити усклађен са стратешко упарљивање:
- Ако се фокусирате на лидерство у трошковима: Изаберите квадратно кућиште + традиционални пут + аутоматизацију високе чврстоће за контролу CapEx и OpEx.
- Ако се фокусирате на технолошко лидерство: Изаберите CTP/CTC + флексибилни модуларни + напредну праћеност како бисте жртвовали краткорочне трошкове ради дугорочне конкурентности.
- Ако се фокусирате на брза итерација: Изаберите меке пакете + полуаутоматизацију + основну праћеност како бисте успоставили равнотежу између флексибилности и ризика улагања.
У крајњем, не постоји оптимално решење за “стил” производног погона; само решење које најбоље одговара тренутној фази. Процењивањем ризика технологије, трошкова и усаглашености користећи Табела рангирања по приоритету ризика, избор плана “контролисаног ризика и јасног приноса” је кључ за успешну имплементацију.
Да ли вам је потребно решење за склоп батеријског пакета? Можете контактирати Комвин Груп.