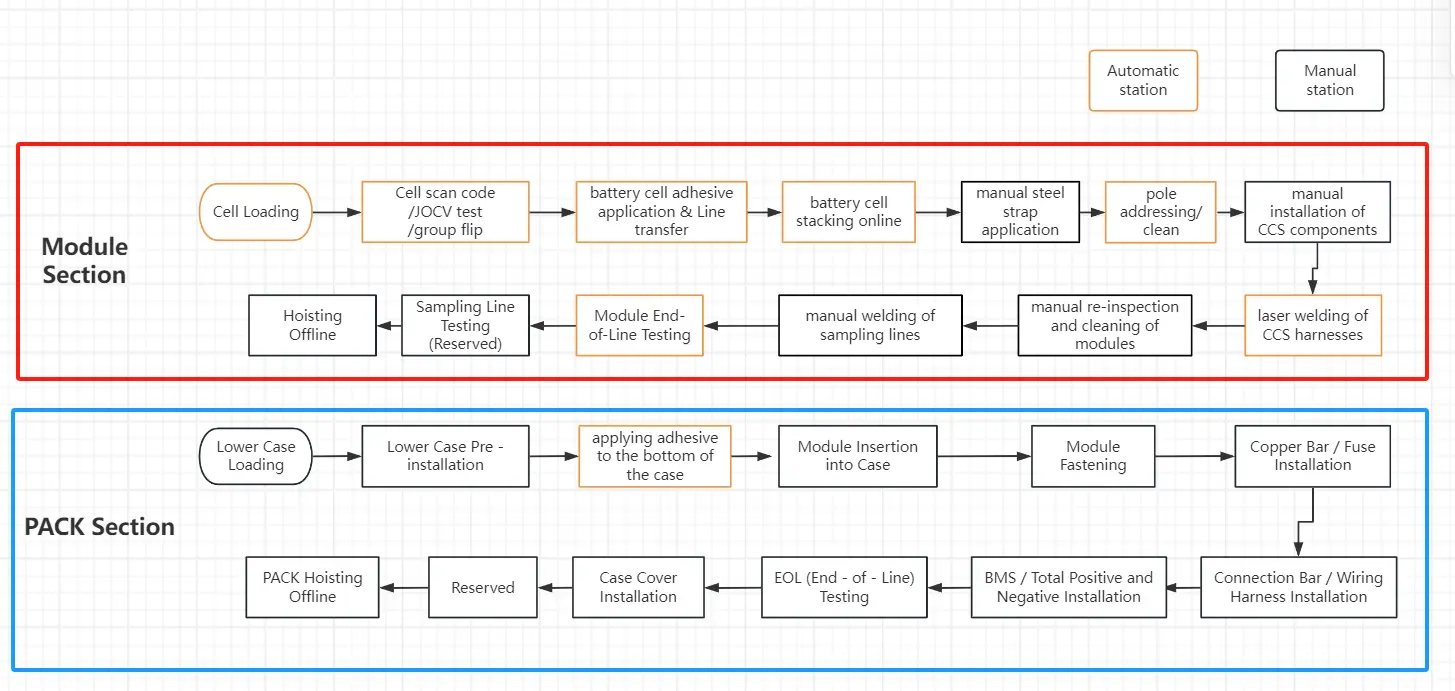
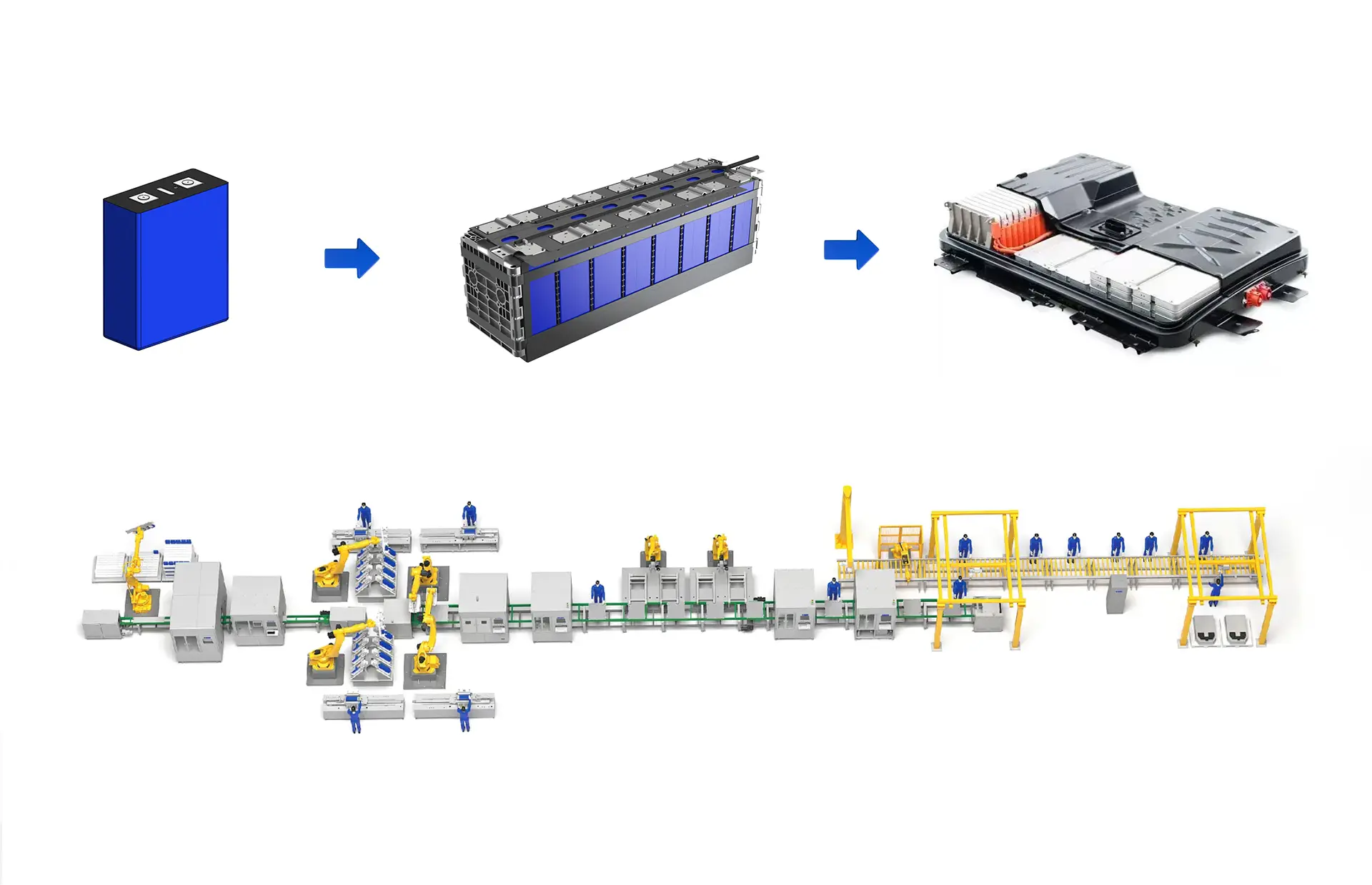
I. Az akkumulátorcsomag-összeszerelő vonal áttekintése és fő folyamatai
A akkumulátorcsomag összeszerelő sor, más néven PACK-összeszerelő sor, egy olyan speciális gyártósor, amely több egyedi cellát szerel össze egy teljes akkumulátorcsomaggá, amely egy sor automatizált vagy félautomatizált folyamaton keresztül közvetlenül használható. Integrálja az olyan funkciókat, mint a cellakezelés, az elektromos csatlakozások, a szerkezeti összeszerelés, a rendszerintegráció és a minőségellenőrzés, és az akkumulátorcsomagok teljesítményének, biztonságának és gyártási hatékonyságának biztosítása érdekében központi gyártási egységként szolgál.
Hogyan kell összeszerelni egy akkumulátorcsomagot
Az alapvető követelmények tisztázása: Termék és kapacitás
- Cellatípus: A gyártósornak meg kell felelnie az Ön termékformájának.
- Négyzet alakú tok akkumulátorok: Jelenleg a főáram a piacon, kiforrott technológiával és nagy pontossági követelményekkel az egymásra helyezés és a hegesztés terén.
- Hengeres akkumulátorok: Az összeszerelősornak nagyszámú kis cellát kell hatékonyan kezelnie, a válogatás, a szekvenálás és a hegesztés ritmusával szemben támasztott magas követelményekkel.
- Soft-pack elemek: Az alapvető folyamatok közé tartozik a fülhegesztés és az alumínium-műanyag fólia csomagolás, szigorú követelményekkel a porszabályozásra és a csomagolás lezárására vonatkozóan.
- Kapacitási célok: Különbséget kell tenni az “elméleti csúcs” és a “fenntartható kapacitás” között. A tervezésnek a következő 3-5 évre vonatkozó jelenlegi és jövőbeli napi/éves teljesítménycélokon kell alapulnia, figyelembe véve a berendezés általános kihasználtsági arányát (jellemzően a tervezett kapacitásnak körülbelül 20%-tel magasabbnak kell lennie, mint a tényleges igény).
- Termékleírások: Az akkumulátorcsomag névleges energiája (kWh), feszültsége, méretei és egyéb paraméterei közvetlenül befolyásolják a gyártósor elrendezését és szerszámtervezését.

Akkumulátor csomag szerelősor stílus kiválasztása
Az akkumulátorcsomag-összeszerelő sor stílusának kiválasztása alapvetően a következőkről szól a stratégiai korlátozások átalakítása végrehajtható gyártósor-konfigurációkká. A magnak három alapvető szempontra kell összpontosítania: a termékformára, a kapacitásritmusra és a folyamat útvonalára, miközben az automatizálás és az adatkezelési képességek révén egyensúlyt kell teremtenie a költségek és a rugalmasság között. Az alábbiakban az egyes kiválasztási dimenziók mélyreható részletei, valamint gyakorlati eszközök és esettanulmányok találhatók:
1. A termék formája: Folyamatbeli különbségek határozzák meg a gyártósor mögöttes logikáját
A különböző akkumulátorformák szerkezeti jellemzői közvetlenül meghatározzák az alapvető folyamatokat és a berendezések kiválasztását. Használja az 【Termelősor-típusok összehasonlító mátrixa】 a különbségek gyors azonosításához:
| Termék formája | Központi folyamatok különbségei | Kulcsfontosságú automatizálási csomópontok | Tisztasági követelmények | Egysoros kapacitás tartomány (UPH) | Tipikus költségtartomány (10,000 CNY/m) |
|---|---|---|---|---|---|
| Négyzet alakú burkolat | gyűjtősín lézerhegesztés (hődeformáció ellenőrzése), modulrögzítés (nyomatékpontosság ±5%), a csomag tömítettségének vizsgálata (IP67). | Automatikus modulhúzó állomás, online lézeres hegesztési minőségellenőrzés (a hegesztési varrat repedéseinek AI vizuális felismerése) | Helyi 8. osztály (10,000 szint) | 15-30 | 8-12 |
| Hengeres (pl. 4680) | Teljes lapkás lézerhegesztés (szinkron többállomásos hegesztés), ragasztókeményedés (ragasztóréteg vastagságának szabályozása ±0,1 mm), hőkezelő komponensek integrálása. | Lapkaképző gépek, nagy sebességű ragasztóinjektáló rendszerek, röntgen belső szerkezet érzékelés | Általános 7. osztály (1,000 szint) | 20-40 | 10-15 |
| Puha csomagolású | Átlapolt lapok egymásra helyezése (feszültségszabályozás ±1N), felső és oldalsó lezárás (hőzárási hőmérséklet ±2℃), folyadékhűtő lemez ragasztása (nyomásegyenletesség < ±5kPa). | Lapfeszültség-szabályozó rendszer, hőpecsételő minőségű CCD érzékelés, ragasztási nyomásérzékelők | Általános 7. osztály (1,000 szint) | 10-25 | 12-18 |
Esettanulmány: Egy európai autóipari vállalat eredetileg egy hengeres gyártósor bevezetését tervezte. Mivel azonban a 4680-as teljes lapkás módszer hegesztési hozama csak 85% volt (a 95% célérték alatt), ideiglenesen áttértek a szögletes burkolatgyártó vonalra. Elemzés 【Összehasonlító esettanulmányok】 azt mutatta, hogy a négyzetes burkolatú gyűjtősínhegesztési technológia érettsége magas (98% feletti hozam). Az 5%-vel alacsonyabb egysoros kapacitás ellenére a berendezés beruházása 15%-tal csökkent, ami 6 hónapon belül tömegtermeléshez vezetett.
2. Kapacitás és ritmus: Az “elméleti csúcstól” a “fenntartható teljesítményig”
A kapacitástervezésnek el kell kerülnie a “UPH-megszállottságot”, ehelyett a rövid távú igények és a hosszú távú bővítés közötti egyensúlyra kell összpontosítania egy 【Folyamatos beruházási ütemterv】:
1. Kapacitási réteg meghatározása
- Elméleti csúcsteljesítmény: A berendezés maximális működési határa (pl. egy bizonyos vonal UPH-ja 30, azaz 30 csomagot gyártanak óránként), amely csak referenciaként szolgál a berendezés kiválasztásához.
- Fenntartható kapacitás: Ez a tényleges teljesítményt tükrözi, figyelembe véve olyan tényezőket, mint az átállás, karbantartás és anyaghiány, jellemzően az elméleti csúcsérték 70%-85% körüli értékét (az ajánlott kihasználtsági célértéket a következő értéken határozzák meg 75% mint alapérték).
- Kiterjesztési tartalék: Kezdetben “alapfolyamatok + alapautomatizálás” (pl. csak a modulhegesztés automatizálása), így a jövőben további robotok vagy továbbfejlesztett szerszámok számára hagyva 20%-30% kapacitást.
2. A készülék mennyiségének visszaszámítása a ritmus alapján
Egy négyzet alakú burkolatcsomagoló gyártósor példáján:
- Fenntartható célkapacitás: 20 UPH (kihasználtság 75%, elméleti csúcs 26,7 UPH)
- Kulcsfontosságú folyamatok ciklusideje: A gyűjtősín hegesztése egységenként 60 másodpercet, a modulok rögzítése egységenként 40 másodpercet vesz igénybe.
- Eszköz konfigurációja: A hegesztőállomásnak 2 egységre van szüksége (60 másodperc/egység ÷ 3600 másodperc/óra × 2 egység = 120 UPH, tartalék redundanciával); a rögzítőállomásnak 1 egységre van szüksége (40 másodperc/egység × 90 egység/óra = 3600 másodperc, az igények kielégítése).
Eszköz alkalmazása: Használja a 【Kapacitási forgatókönyv értékelő űrlap】 a különböző kihasználtsági fokú eszközberuházások összehasonlítása: ha a kihasználtság 70%-ről 85%-re nő, egy további hegesztőállomásra lenne szükség (ami 100 000 CNY többletköltséget jelent, de 21%-tal növeli az éves teljesítményt, ami 6 hónappal rövidíti a megtérülési időt).
3. Automatizáltsági fok: A merevség és a rugalmasság közötti egyensúlyozás művészete
Az automatizálás kiválasztása során meg kell határozni a beruházás nagyságrendjét és a működési rugalmasságot, ötvözve a termékmódot és az iterációs sebességet:
| Automatizálási típus | Alkalmazható forgatókönyvek | Alapvető előnyök | Kulcsfontosságú költségtételek | Átállási idő |
|---|---|---|---|---|
| Nagy merevségű automatizálás | Nagy forgalmú, egy járműtípus (pl. 100 000 vagy annál nagyobb éves kapacitás) | Magas hatékonyság (20% UPH növekedés), alacsony munkaerőköltség (80% munkaerő-csökkentés) | Magas kezdeti beruházás (a 30% drágább, mint a hajlékony sorok), magas átállási költségek (újraprogramozandó szerszámok). | 4-8 óra |
| Rugalmas moduláris | Különböző kis tételek (pl. 30 000-50 000 éves kapacitás, 3+ járműmodell) | Gyors átállás, erős alkalmazkodóképesség az új termékekhez | Magas modulok karbantartási költségei (tartalék modulokra van szükség), kissé alacsonyabb hatékonyság (az UPH 10%-vel csökken). | 30-60 perc |
Végrehajtási stratégia: Fogadjon el egy 【Fázisos frissítés】: kezdetben “kézi + félautomatizált” eljárást alkalmaznak az alapvető folyamatoknál (például kézi adagolás + automatizált hegesztés). A hozam stabilizálódása után (98% felett) folytassa a be- és kirakodási folyamatok robotokkal történő korszerűsítését. Egy hazai akkumulátorgyártó ezt a stratégiát alkalmazva 40%-tal csökkentette a kezdeti beruházást, és 6 hónapon belül elérte a hozamcélokat.
4. Folyamat útvonal: Technológiai útvonal határozza meg a gyártósor “DNS”-ét.”
A technológiai útvonal kiválasztásának a következő 3-5 évre vonatkozó jövőbeli terméktervezést kell megalapoznia, hogy elkerülhető legyen a technológiai iterációk miatti gyártósorok elavulása:
- Hagyományos modul-PACK útvonal: Kiforrott és stabil, alacsony beruházással (20%-rel alacsonyabb, mint a CTP), de alacsony helykihasználással (a modulok 15% csomagtérfogatot foglalnak el). Alkalmas költségérzékeny forgatókönyvekhez, lassú termékiterációkkal.
- CTP (Cell to Pack): Megszünteti a modulszakaszt, ami 10%-15%-vel növeli a helykihasználást, de egyedi rögzítőket igényel (például nagy cellapozícionáló szerszámokat), ami 15%-vel növeli a berendezésbe történő beruházást. Alkalmas nagy teljesítményű modellekhez vagy hosszú távú igényekhez.
- CTC (Cell to Chassis): Közvetlenül az alvázba integrálja az akkumulátort, ami mély integrációt igényel a jármű alvázának kialakításával, kompatibilis az alváz gyártósorokkal, magas beruházási kockázatot hordoz (közös fejlesztés szükséges), de 10% csökkentést érhet el a jármű össztömegében.
Figyelmeztetés: Egy észak-amerikai startup autógyártó vállalat idő előtt lefektette a CTC gyártósorát anélkül, hogy a tervezést összehangolta volna az alvázszállítókkal, ami az új alvázzal való inkompatibilitáshoz vezetett. A gyártósor 6 hónapig állt, ami további 2 millió CNY összegű módosítási költséggel járt. Ajánlott a 【Kockázati mátrix】 a technológiai érettség értékelése: A CTC érettségi szintje jelenleg csak 3/5, és a bevezetés előtt egy “technológiai befagyasztási időszakot” (például 12 hónapot az alváz tervezési változtatásai nélkül) kell megállapítani.
5. Adatok és nyomon követhetőség: A “rögzítéstől” az “előrejelzésig” történő értéknövelés.”
Az adatképességek meghatározzák a gyártósor minőségellenőrzését és megfelelőségét, a következők egyértelmű meghatározásával az adatok szemcsézettsége és nyomonkövethetőségi követelmények:
1. Adatgyűjtési dimenziók
- Folyamatparaméterek: Az olyan kulcsfontosságú paramétereket, mint a hegesztési áram (±5A), a meghúzási nyomaték (±0,5N-m), a hőszigetelés hőmérséklete (±1℃) valós időben kell feltölteni a MES-be.
- Ellenőrzési adatok: Röntgenfelvételek a hegesztési pontokról, légzárósági vizsgálati eredmények (szivárgási sebesség <1×10-⁶Pa-m³/s), End of Line (EOL) vizsgálati adatok (feszültség, belső ellenállás).
2. Nyomonkövethetőségi granularitás
- Alapszint: Nyomozza vissza az egyes csomagokat a cellatételszámok és modulazonosítókig.
- Haladó szint: Minden egyes hegesztési pont és minden egyes csavar folyamatparaméterének nyomon követése (ami az érzékelők számának növelését igényli, ami 10%-15% több beruházást eredményez).
3. Digitális megvalósítás
Elfogadva egy 【Digitális iker keretrendszer】: A gyártósoron lévő fizikai berendezések szinkronizálása a virtuális modellekkel, valós idejű adatok gyűjtése a SCADA-n keresztül, a folyamatoptimalizálás szimulálása virtuális környezetben (pl. a hegesztési sebesség beállítása 5%-vel csökkentheti a hibaarányt). Egy német akkumulátorgyár sikeresen csökkentette a folyamatok hangolási idejét 2 hétről 3 napra a digitális iker segítségével.
A kiválasztási döntés végső logikája
Az akkumulátorcsomag-összeszerelő sor kiválasztásának igazodnia kell a következőkhöz stratégiai egyeztetés:
- Ha az alábbiakra összpontosítunk költségvezetés: Válassza a négyzet alakú burkolatot + hagyományos útvonalat + nagy merevségű automatizálást a CapEx és OpEx ellenőrzéséhez.
- Ha az alábbiakra összpontosítunk technológiai vezetés: Válassza a CTP/CTC + rugalmas moduláris + fejlett nyomon követhetőséget, hogy a rövid távú költségeket feláldozza a hosszú távú versenyképességért.
- Ha az alábbiakra összpontosítunk gyors iteráció: Válassza a puha csomagolást + félautomatizálást + alapvető nyomon követhetőséget a rugalmasság és a beruházási kockázat egyensúlyának megteremtése érdekében.
Végső soron nincs optimális megoldás a gyártósor “stílusára”; csak a az aktuális szakaszhoz legjobban illeszkedő megoldás. A technológiai, költség- és megfelelési kockázatok felmérésével a 【Kockázati prioritási rangsor táblázat】, a sikeres megvalósítás kulcsa a “kockázatot kontrollálható, megtérülést tisztázó” terv kiválasztása.
Akkumulátor-összeszerelési megoldásra van szüksége? Lépjen kapcsolatba Comwin csoport.