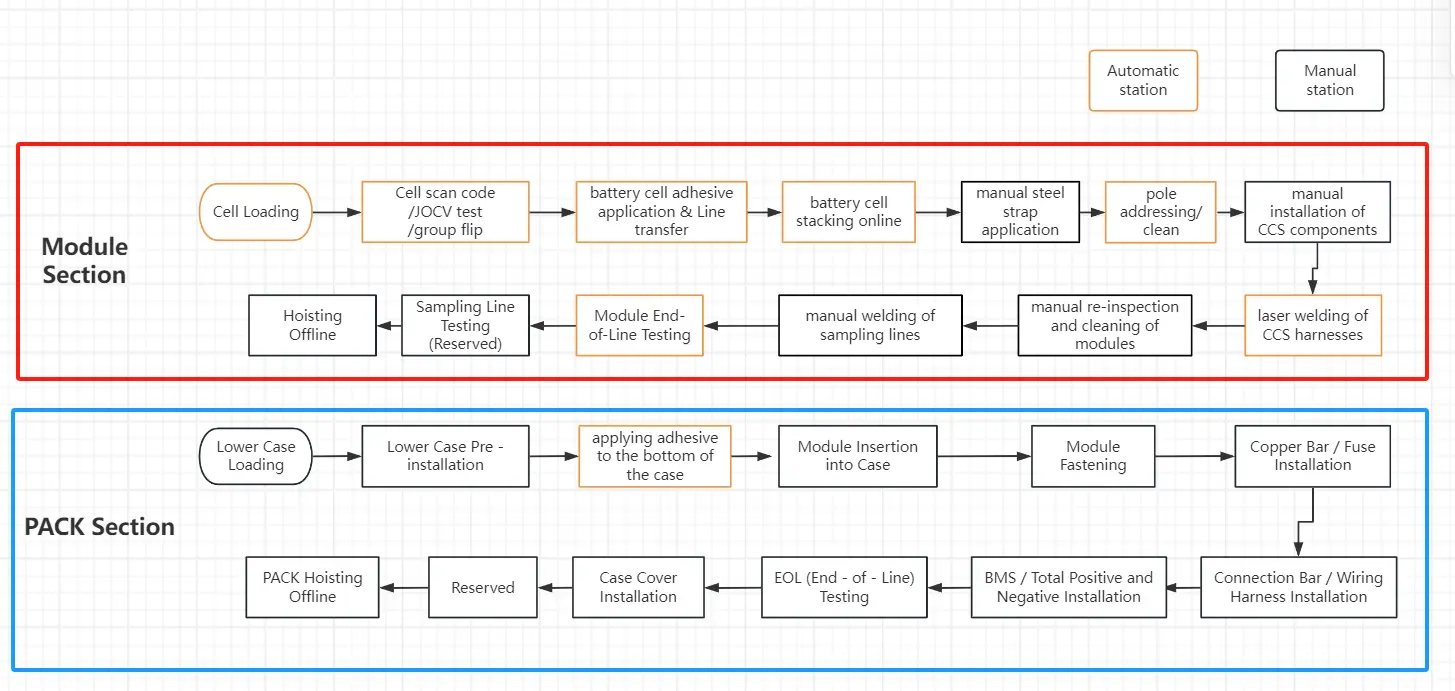
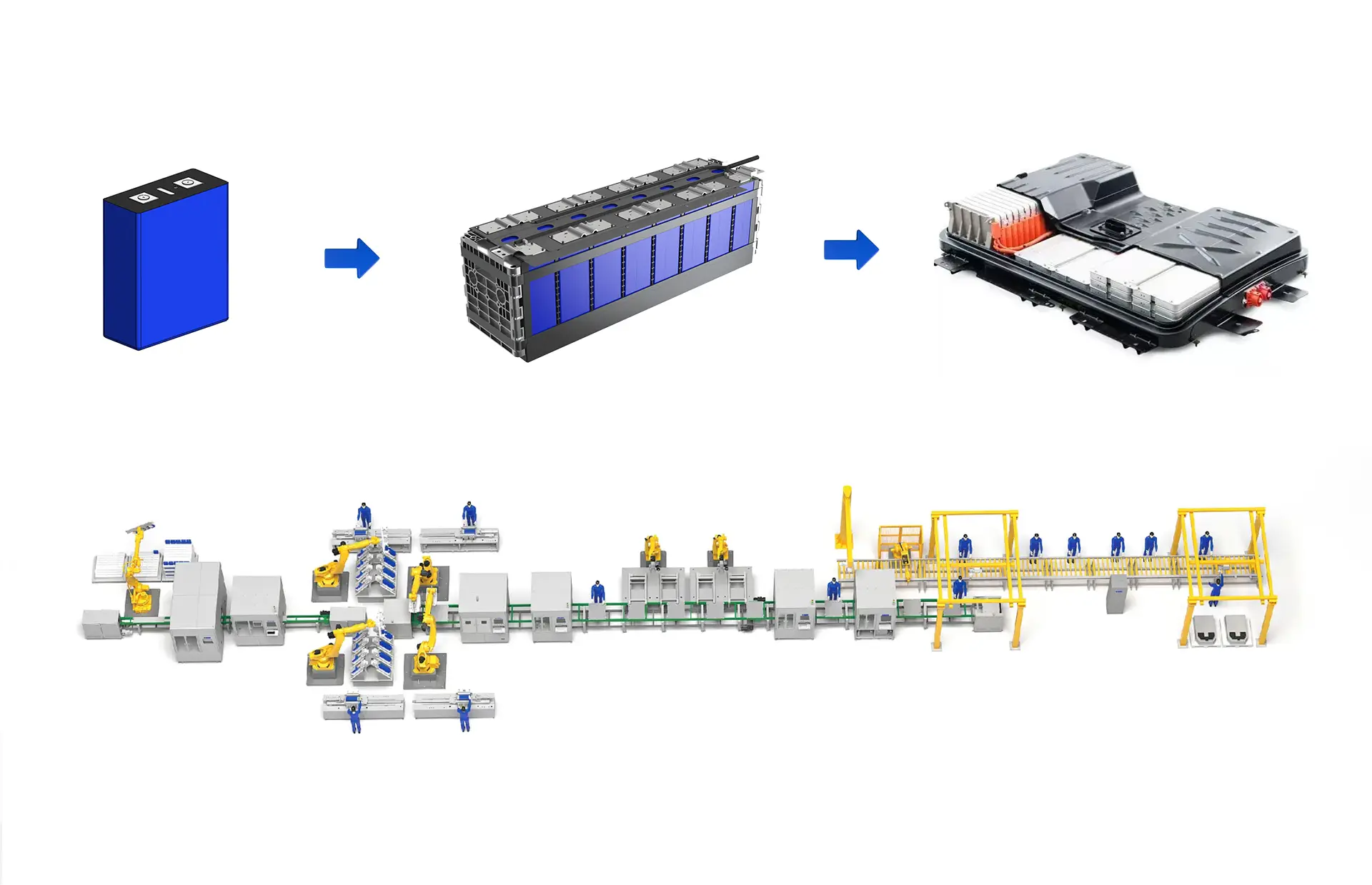
I. 배터리 팩 조립 라인의 개요 및 핵심 공정
그만큼 배터리 팩 조립 라인, 팩 조립 라인은 일련의 자동화 또는 반자동 공정을 통해 여러 개의 개별 셀을 바로 사용할 수 있는 완전한 배터리 팩으로 조립하는 전용 생산 라인입니다. 셀 취급, 전기 연결, 구조 조립, 시스템 통합, 품질 테스트 등의 기능을 통합하여 배터리 팩의 성능, 안전성 및 생산 효율성을 보장하는 핵심 제조 단위 역할을 합니다.
배터리 팩 조립 방법
핵심 요구 사항 명확히 하기: 제품 및 용량
- 셀 유형: 생산 라인은 제품 양식과 일치해야 합니다.
- 정사각형 케이스 배터리: 현재 시장의 주류로, 스태킹 및 용접에 대한 성숙한 기술과 고정밀 요구 사항을 갖춘 제품입니다.
- 원통형 배터리: 조립 라인은 정렬, 시퀀싱 및 용접 리듬에 대한 요구가 높은 많은 수의 소형 셀을 효율적으로 처리해야 합니다.
- 소프트팩 배터리: 핵심 공정에는 탭 용접과 알루미늄 플라스틱 필름 포장이 포함되며, 먼지 제어 및 포장 밀봉에 대한 엄격한 요구 사항이 있습니다.
- 용량 목표: “이론적 피크”와 “지속 가능한 용량”을 구분합니다. 계획은 장비의 전체 가동률을 고려하여 향후 3~5년간의 현재 및 미래의 일일/연간 생산량 목표를 기반으로 수립해야 합니다(일반적으로 설계 용량은 실제 수요보다 약 20% 높아야 함).
- 제품 사양: 배터리 팩의 정격 에너지(kWh), 전압, 치수 및 기타 매개변수는 생산 라인의 레이아웃과 툴링 설계에 직접적인 영향을 미칩니다.

배터리 팩 조립 라인 스타일 선택
배터리 팩 조립 라인의 스타일 선택은 본질적으로 다음과 같습니다. 전략적 제약을 실행 가능한 생산 라인 구성으로 전환하기. 핵심은 제품 형태, 용량 리듬, 프로세스 경로라는 세 가지 기본 측면에 초점을 맞추는 동시에 자동화 및 데이터 기능을 통해 비용과 유연성의 균형을 맞춰야 합니다. 다음은 각 선택 기준에 대한 심층적인 세부 정보와 실용적인 도구 및 사례 연구입니다:
1. 제품 형태: 공정의 차이로 생산 라인의 기본 로직이 정의됩니다.
다양한 배터리 형태의 구조적 특성은 핵심 공정과 장비 선택을 직접적으로 정의합니다. 따라서 생산 라인 유형 비교 매트릭스] 를 사용하여 차이점을 빠르게 파악할 수 있습니다:
| 제품 양식 | 핵심 프로세스 차이점 | 주요 자동화 노드 | 청결 요구 사항 | 단일 회선 용량 범위(UPH) | 일반적인 비용 범위(10,000 CNY/m) |
|---|---|---|---|---|---|
| 정사각형 케이스 | 버스바 레이저 용접(열 변형 제어), 모듈 고정(토크 정확도 ±5%), 팩 밀봉 테스트(IP67) | 자동 모듈 조임 스테이션, 온라인 레이저 용접 품질 검사(용접 이음새 균열의 AI 육안 인식) | 로컬 클래스 8(10,000레벨) | 15-30 | 8-12 |
| 원통형(예: 4680) | 풀탭 레이저 용접(동기식 멀티 스테이션 용접), 접착제 경화(접착제 층 두께 ±0.1mm 제어), 열 관리 구성 요소 통합 | 탭 성형 기계, 고속 접착제 주입 시스템, X-Ray 내부 구조 감지 | 전체 클래스 7(1,000레벨) | 20-40 | 10-15 |
| 소프트 포장 | 시트 중첩 적층(장력 제어 ±1N), 상단 및 측면 밀봉(열 밀봉 온도 ±2℃), 액체 냉각판 접합(압력 균일성 < ±5kPa) | 시트 장력 제어 시스템, 열 밀봉 품질 CCD 감지, 본딩 압력 센서 | 전체 클래스 7(1,000레벨) | 10-25 | 12-18 |
사례 연구: 유럽의 한 자동차 회사는 처음에 원통형 생산 라인을 도입할 계획이었습니다. 그러나 4680 풀탭 방식의 용접 수율이 목표치인 95%에 못 미치는 85%에 그쳐 일시적으로 사각 케이싱 생산 라인으로 전환했습니다. 분석을 통한 비교 사례 연구] 는 사각 케이싱 부스바 용접 기술의 성숙도가 높다는 것을 보여주었습니다(수율 98% 이상). 단일 라인 용량이 5% 감소했음에도 불구하고 장비 투자는 15% 감소하여 6개월 이내에 대량 생산이 가능했습니다.
2. 용량 및 리듬: “이론적 피크”에서 “지속 가능한 출력”까지”
용량 계획은 “UPH 강박증'을 피해야 하며, 대신 다음을 통해 단기적 요구와 장기적 확장의 균형을 맞추는 데 집중해야 합니다. 단계별 투자 로드맵]:
1. 용량 계층 정의
- 이론적 최대 용량: 장비의 최대 작동 한계(예: 특정 라인의 UPH가 30으로 시간당 30팩을 생산한다는 의미)로, 장비 선택의 참고 자료로만 사용됩니다.
- 지속 가능한 용량: 이는 전환, 유지보수 및 자재 부족과 같은 요인을 고려한 후 실제 출력을 반영하며, 일반적으로 이론적 피크의 약 70%-85%(권장 사용률 목표는 75% 를 기준으로 합니다).
- 확장 예약: 처음에는 “핵심 공정 + 기본 자동화”(예: 모듈 용접만 자동화)를 구현하고 향후 추가 로봇 또는 업그레이드된 툴링을 위해 20%-30% 용량을 남겨 둡니다.
2. 리듬에 따른 장치 수량 역계산 2.
정사각형 케이스 팩 생산 라인을 예로 들어 보겠습니다:
- 지속 가능한 용량을 목표로 합니다: 20 UPH(사용률 75%, 이론적 피크 26.7 UPH)
- 주요 프로세스 주기 시간: 버스바 용접은 유닛당 60초, 모듈 고정은 유닛당 40초가 소요됩니다.
- 장치 구성: 용접 스테이션에는 2대(60초/대 ÷ 3600초/시간 × 2대 = 120UPH, 예비 여분 포함), 체결 스테이션에는 1대(40초/대 × 90대/시간 = 3600초, 수요 충족)가 필요합니다.
도구 적용: 사용 용량 시나리오 평가 양식] 를 사용하여 다양한 가동률에서 장비 투자를 비교합니다. 가동률이 70%에서 85%로 증가하면 추가 용접 스테이션이 필요합니다(추가 비용은 10만 CNY이지만 연간 생산량은 21% 증가하여 투자 회수 기간이 6개월 단축됩니다).
3. 자동화 정도: 경직성과 유연성의 균형을 맞추는 기술
자동화 선택은 제품 모드와 제품 반복 속도를 결합하여 투자 규모와 운영 유연성을 결정해야 합니다:
| 자동화 유형 | 적용 가능한 시나리오 | 핵심 장점 | 주요 비용 항목 | 전환 시간 |
|---|---|---|---|---|
| 고강성 자동화 | 대량 단일 차량 유형(예: 연간 용량 100,000대 이상) | 높은 효율성(20% UPH 증가), 낮은 인건비(80% 인력 절감) | 높은 초기 투자 비용(플렉시블 회선보다 30% 더 비싸다), 높은 전환 비용(재프로그래밍 툴링 필요) | 4-8시간 |
| 유연한 모듈형 | 다양한 소량 배치(예: 연간 용량 30,000~50,000대, 3개 이상의 차량 모델) | 빠른 전환, 신제품에 대한 강력한 적응력 | 높은 모듈 유지보수 비용(예비 모듈 필요), 약간 낮은 효율성(UPH 10% 감소) | 30-60분 |
구현 전략: 채택 단계적 업그레이드]초기에는 핵심 공정(예: 수동 공급 + 자동 용접)에 “수동 + 반자동'을 사용합니다. 수율 안정화(98% 이상) 후 로봇으로 로딩 및 언로딩 공정을 업그레이드합니다. 이 전략을 사용한 국내 배터리 제조업체는 초기 투자비를 40% 절감하고 6개월 이내에 수율 목표를 달성했습니다.
4. 공정 경로: 기술 경로가 생산 라인 “DNA”를 결정합니다.”
공정 경로 선택은 기술 반복으로 인한 생산 라인의 노후화를 피하기 위해 향후 3~5년간의 미래 제품 계획에 기반을 두어야 합니다:
- 기존 모듈-PACK 경로: 성숙하고 안정적이며 투자 비용이 낮지만(CTP보다 20% 낮음) 공간 활용도가 낮습니다(모듈이 15%의 팩 부피를 차지함). 제품 반복이 느린 비용에 민감한 시나리오에 적합합니다.
- CTP(셀 투 팩): 모듈 스테이지가 제거되어 공간 활용도가 10%-15% 증가하지만, 대형 셀 포지셔닝 툴링과 같은 맞춤형 고정 장치가 필요하므로 장비 투자가 15% 증가합니다. 하이엔드 모델 또는 장거리 요구 사항에 적합합니다.
- CTC(셀에서 섀시까지): 배터리를 섀시에 직접 통합하여 차량 섀시 설계와 긴밀한 통합이 필요하고 섀시 생산 라인과 호환되며 투자 위험이 높지만(공동 개발 필요) 전체 차량 무게를 10% 감소시킬 수 있습니다.
사례 경고: 북미의 한 스타트업 자동차 회사가 섀시 공급업체와 설계를 동기화하지 않고 CTC 생산 라인을 조기에 구축하여 새 섀시와 툴링이 호환되지 않는 문제가 발생했습니다. 생산 라인은 6개월 동안 유휴 상태가 되어 200만 위안의 추가 수정 비용이 발생했습니다. 따라서 위험 매트릭스] 를 사용하여 기술 성숙도를 평가합니다: 현재 CTC의 성숙도는 3/5에 불과하며, 구현 전에 “기술 동결 기간”(예: 섀시 설계 변경 없이 12개월)을 설정해야 합니다.
5. 데이터 및 추적성: “기록'에서 ”예측'으로의 가치 업그레이드“
데이터 기능은 다음과 같은 명확한 정의를 통해 생산 라인의 품질 관리 및 규정 준수를 결정합니다. 데이터 세분성 그리고 추적성 요구 사항:
1. 데이터 수집 차원
- 프로세스 매개변수: 용접 전류(±5A), 조임 토크(±0.5N-m), 열 밀봉 온도(±1℃) 등의 주요 파라미터를 실시간으로 MES에 업로드해야 합니다.
- 검사 데이터: 용접 지점의 X-레이 이미지, 기밀성 테스트 결과(누설률 <1×10-⁶Pa-m³/s), EOL(End of Line) 테스트 데이터(전압, 내부 저항).
2. 추적성 세분성
- 기본 레벨: 각 팩을 셀 배치 번호와 모듈 ID로 추적합니다.
- 고급 레벨: 각 용접 지점과 각 나사의 공정 파라미터를 추적합니다(센서 수를 늘려야 하므로 10%-15% 더 투자해야 함).
3. 디지털 구현
채택 디지털 트윈 프레임워크]: 생산 라인의 물리적 장비를 가상 모델과 동기화하여 SCADA를 통해 실시간 데이터를 수집하고 가상 환경에서 공정 최적화를 시뮬레이션합니다(예: 용접 속도를 조정하면 불량률을 51%까지 줄일 수 있음). 독일의 한 배터리 공장은 디지털 트윈을 사용하여 공정 튜닝 시간을 2주에서 3일로 단축하는 데 성공했습니다.
최종 선택 결정 논리
배터리 팩 조립 라인 선택은 다음과 일치해야 합니다. 전략적 매칭:
- 다음에 집중하는 경우 비용 리더십: 정사각형 케이스 + 기존 경로 + 고강성 자동화를 선택하여 CapEx 및 OpEx를 제어합니다.
- 다음에 집중하는 경우 기술 리더십: 장기적인 경쟁력을 위해 단기적인 비용을 희생하려면 CTP/CTC + 유연한 모듈식 + 고급 추적 기능을 선택하세요.
- 다음에 집중하는 경우 빠른 반복: 유연성과 투자 위험의 균형을 맞추려면 소프트 팩 + 반자동 + 기본 추적 기능을 선택하세요.
궁극적으로 생산 라인 “스타일'을 위한 최적의 솔루션은 없습니다. 현재 단계에 가장 적합한 솔루션. 를 사용하여 기술, 비용 및 규정 준수 위험을 평가함으로써 위험 우선 순위 표], 성공적인 실행을 위해서는 “위험 관리가 가능하고 수익이 명확한” 계획을 선택하는 것이 중요합니다.
배터리 팩 조립 솔루션이 필요하신가요? 다음 연락처로 문의하세요. 컴윈 그룹.