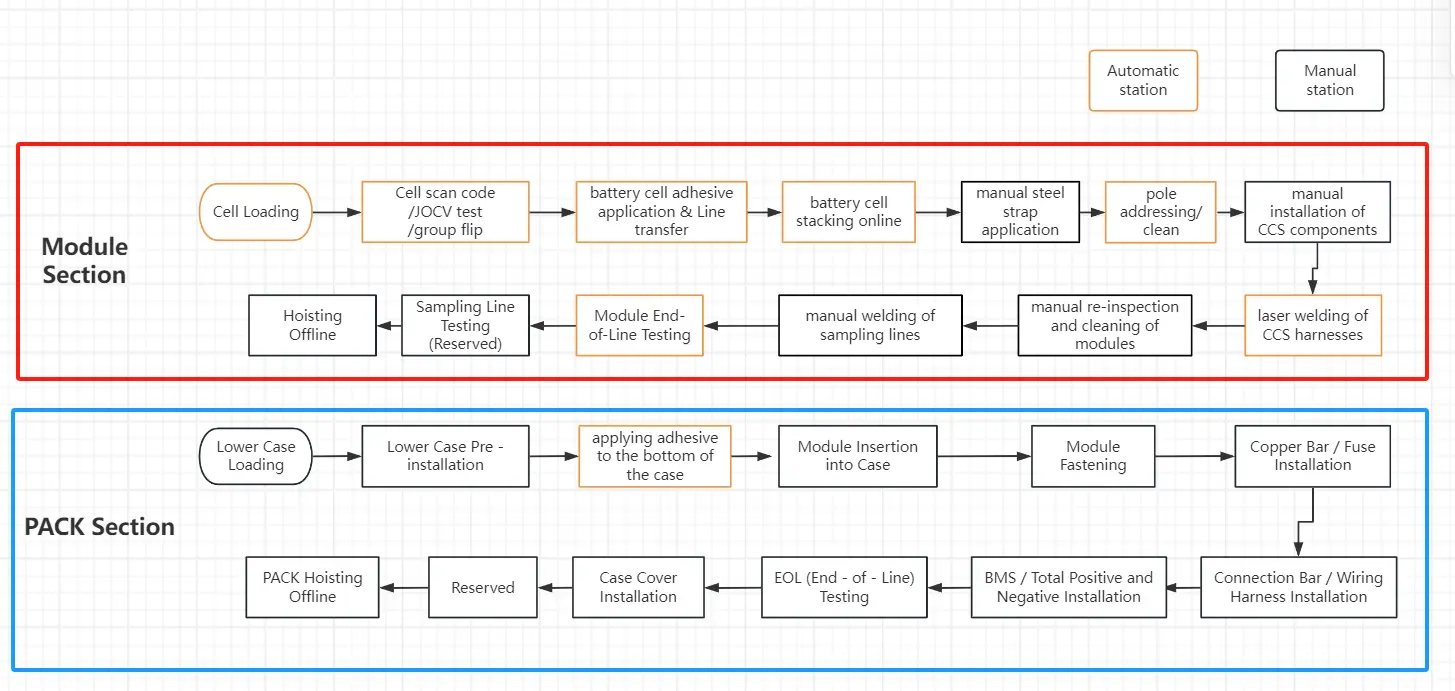
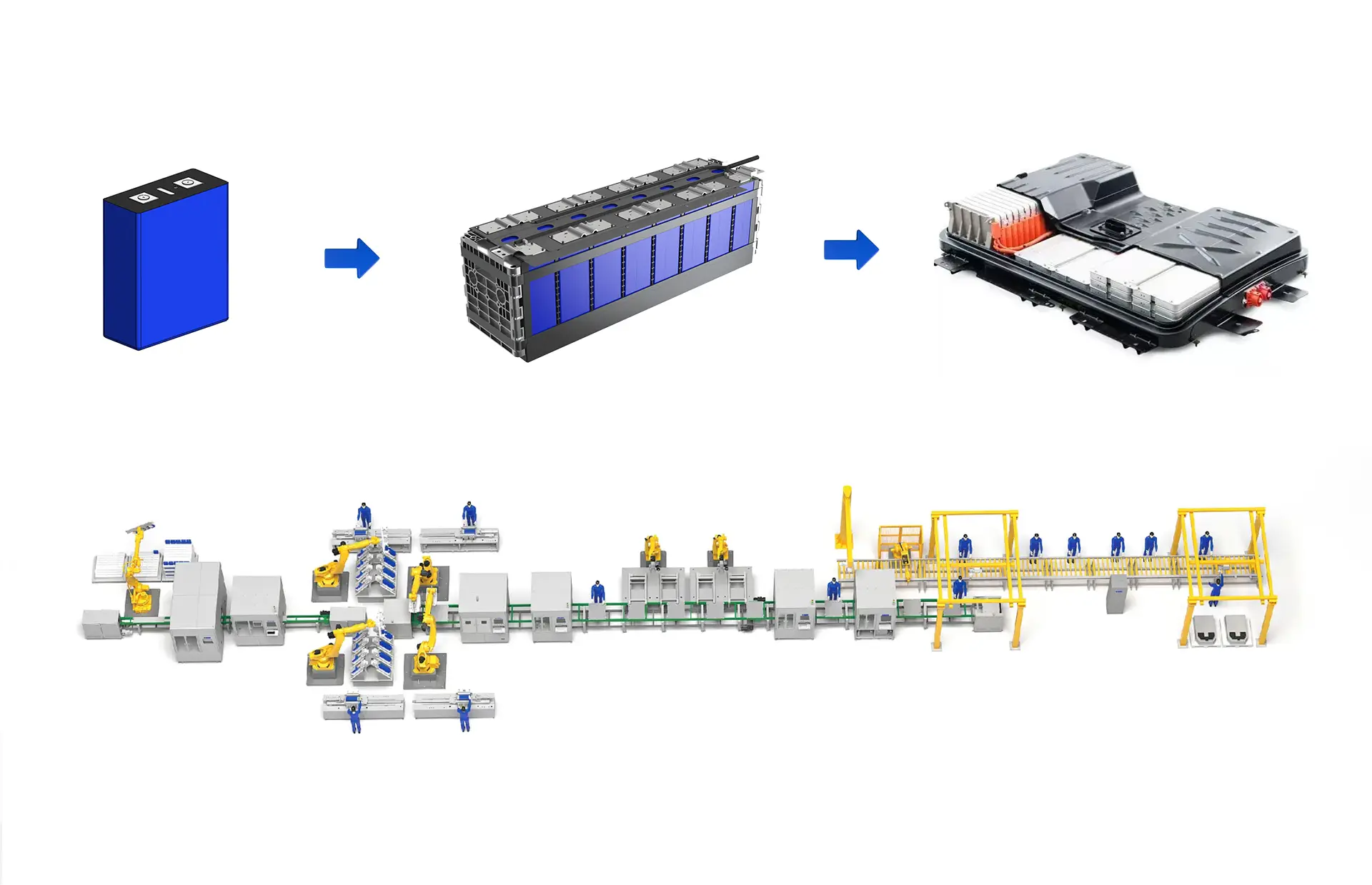
I. نظرة عامة والعمليات الأساسية لخط تجميع حزم البطاريات
ال خط تجميع حزمة البطارية, يُعرف أيضًا باسم خط التجميع PACK، وهو خط إنتاج مخصص يقوم بتجميع عدة خلايا فردية في حزمة بطارية كاملة يمكن استخدامها مباشرةً من خلال سلسلة من العمليات الآلية أو شبه الآلية. وهو يدمج وظائف مثل مناولة الخلايا والتوصيلات الكهربائية والتجميع الهيكلي وتكامل النظام واختبار الجودة، ويعمل كوحدة تصنيع أساسية لضمان الأداء والسلامة وكفاءة الإنتاج لحزم البطاريات.
كيفية تجميع حزمة البطارية
توضيح المتطلبات الأساسية: المنتج والقدرة
- نوع الخلية: يجب أن يتطابق خط الإنتاج مع شكل المنتج الخاص بك.
- بطاريات مربعة الشكل: السائد حاليًا في السوق، مع تكنولوجيا ناضجة ومتطلبات عالية الدقة للتكديس واللحام.
- بطاريات أسطوانية: يجب أن يتعامل خط التجميع بكفاءة مع عدد كبير من الخلايا الصغيرة، مع متطلبات عالية على الفرز والتسلسل وإيقاع اللحام.
- بطاريات ناعمة العبوة: وتتضمن العمليات الأساسية اللحام بالألسنة والتغليف بغشاء من الألومنيوم والبلاستيك، مع متطلبات صارمة بشأن التحكم في الغبار وإحكام إغلاق العبوات.
- أهداف القدرة الاستيعابية: التمييز بين “الذروة النظرية” و“السعة المستدامة”. يجب أن يستند التخطيط إلى أهداف الإنتاج اليومي/السنوي الحالية والمستقبلية للسنوات الثلاث إلى الخمس القادمة، مع مراعاة معدل الاستخدام الكلي للمعدات (عادة، يجب أن تكون السعة المصممة أعلى من الطلب الفعلي بحوالي 201 تيرابايت 3 تيراواط).
- مواصفات المنتج: تؤثر الطاقة المقدرة (كيلوواط/ساعة) والجهد والأبعاد والمعلمات الأخرى لحزمة البطارية بشكل مباشر على تصميم التخطيط والأدوات لخط الإنتاج.

اختيار نمط خط تجميع حزمة البطارية على خط التجميع
يتعلق اختيار نمط خط تجميع حزم البطاريات بشكل أساسي بما يلي تحويل القيود الاستراتيجية إلى تكوينات خطوط إنتاج قابلة للتنفيذ. يجب التركيز على ثلاثة جوانب أساسية: شكل المنتج، وإيقاع السعة، ومسار العملية، مع تحقيق التوازن بين التكلفة والمرونة من خلال الأتمتة وقدرات البيانات. فيما يلي التفاصيل المتعمقة لكل بُعد من أبعاد الاختيار، إلى جانب الأدوات العملية ودراسات الحالة:
1. شكل المنتج: تحدد الاختلافات في العملية المنطق الأساسي لخط الإنتاج
تحدد الخصائص الهيكلية لأشكال البطاريات المختلفة بشكل مباشر العمليات الأساسية واختيار المعدات. استخدام 【مصفوفة مقارنة أنواع خطوط الإنتاج】 مصفوفة مقارنة أنواع خطوط الإنتاج لتحديد الاختلافات بسرعة:
| نموذج المنتج | اختلافات العملية الأساسية | عقد الأتمتة الرئيسية | متطلبات النظافة | نطاق سعة الخط الواحد (UPH) | نطاق التكلفة النموذجي (10,000 يوان صيني/شهر) |
|---|---|---|---|---|---|
| غلاف مربع | اللحام بالليزر لقضيب التوصيل (التحكم في التشوه الحراري)، وتثبيت الوحدة (دقة عزم الدوران ±5%)، واختبار إحكام غلق العبوة (IP67) | محطة الشد الأوتوماتيكية للوحدة، وفحص جودة اللحام بالليزر عبر الإنترنت (التعرف البصري بالذكاء الاصطناعي على شقوق اللحام) | الفئة المحلية 8 (مستوى 10,000) | 15-30 | 8-12 |
| أسطواني (على سبيل المثال، 4680) | لحام كامل بالليزر (لحام متعدد المحطات متزامن)، ومعالجة الغراء (التحكم في سماكة طبقة الغراء ± 0.1 مم)، وتكامل مكونات الإدارة الحرارية | ماكينات تشكيل علامات التبويب، وأنظمة حقن الغراء عالية السرعة، والكشف عن الهيكل الداخلي بالأشعة السينية | إجمالي الفئة 7 (مستوى 1,000) | 20-40 | 10-15 |
| معبأة بنعومة | تكديس الصفيحة المتداخلة (التحكم في الشد ±1 نيوتن)، الختم العلوي والجانبي (درجة حرارة الختم الحراري ±2 ℃)، ربط لوحة التبريد السائل (توحيد الضغط <±5 كيلو باسكال) | نظام التحكم في شد الألواح، والكشف عن جودة الختم الحراري CCD، ومستشعرات ضغط الترابط | إجمالي الفئة 7 (مستوى 1,000) | 10-25 | 12-18 |
دراسة الحالة: خططت شركة سيارات أوروبية في البداية لإدخال خط إنتاج أسطواني. ومع ذلك، نظرًا لأن إنتاجية اللحام لطريقة الغلاف الكامل 4680 كانت 85% فقط (أقل من الهدف البالغ 95%)، فقد تحولت مؤقتًا إلى خط إنتاج الغلاف المربع. التحليل من خلال 【دراسات حالة مقارنة】 أظهر أن نضج تكنولوجيا لحام قضبان التوصيل ذات الغلاف المربع كان مرتفعًا (إنتاجية أعلى من 98%). وعلى الرغم من انخفاض سعة خط واحد بمقدار ٥١TP3T، فقد انخفض اﻻستثمار في المعدات بمقدار ١٥١TP3T، مما أدى إلى إنتاج كميات كبيرة في غضون ٦ أشهر.
2. القدرة والإيقاع: من “الذروة النظرية” إلى “الناتج المستدام”
يجب أن يتجنب التخطيط للقدرات الاستيعابية “هاجس السعة الاستيعابية العالية”، مع التركيز بدلاً من ذلك على تحقيق التوازن بين الاحتياجات قصيرة الأجل والتوسع طويل الأجل من خلال 【خارطة طريق الاستثمار على مراحل】:
1. تعريف طبقة السعة
- سعة الذروة النظرية: الحد الأقصى للتشغيل الأقصى للمعدات (على سبيل المثال، خط معين لديه حد أقصى للتشغيل يبلغ 30، مما يعني إنتاج 30 عبوة في الساعة)، والذي يُستخدم فقط كمرجع لاختيار المعدات.
- القدرة المستدامة: يعكس هذا الناتج الفعلي بعد مراعاة عوامل مثل التغيير والصيانة والنقص في المواد، وعادةً ما يكون حوالي 70%-85% من الذروة النظرية (تم تحديد هدف الاستخدام الموصى به عند 75% كخط أساس).
- احتياطي التوسعة: في البداية تنفيذ “العمليات الأساسية + الأتمتة الأساسية” (على سبيل المثال، أتمتة لحام الوحدات فقط)، مع ترك سعة 20%-30% للروبوتات الإضافية أو الأدوات المطورة في المستقبل.
2. إعادة حساب كمية الجهاز بناءً على الإيقاع
باستخدام خط إنتاج عبوات التغليف المربعة كمثال:
- القدرة المستدامة المستهدفة: 20 UPH 20 (الاستخدام 75%، الذروة النظرية 26.7 UPH)
- أزمنة دورات العمليات الرئيسية: يتطلب لحام عمود التوصيل 60 ثانية لكل وحدة، ويتطلب تثبيت الوحدة 40 ثانية لكل وحدة.
- تهيئة الجهاز: تحتاج محطة اللحام إلى وحدتين (60 ثانية/وحدة ÷ 3600 ثانية/وحدة × 2 وحدة/ساعة = 120 وحدة/ساعة، مع احتياطي احتياطي)؛ تحتاج محطة التثبيت إلى وحدة واحدة (40 ثانية/وحدة × 90 وحدة/ساعة = 3600 ثانية، لتلبية الطلب).
تطبيق الأداة: استخدم 【استمارة تقييم سيناريو السعة】 لمقارنة الاستثمارات في المعدات بمعدلات استخدام مختلفة: إذا زاد الاستخدام من 70% إلى 85%، فستكون هناك حاجة إلى محطة لحام إضافية (بتكلفة إضافية قدرها 100,000 يوان صيني ولكن مع زيادة الإنتاج السنوي بمقدار 21%، مما يقلل من فترة الاسترداد بمقدار 6 أشهر).
3. درجة الأتمتة: فن الموازنة بين الصلابة مقابل المرونة
يجب أن يحدد اختيار الأتمتة حجم الاستثمار والمرونة التشغيلية، والجمع بين وضع المنتج وسرعة تكرار المنتج:
| نوع الأتمتة | السيناريوهات القابلة للتطبيق | المزايا الأساسية | عناصر التكلفة الرئيسية | وقت التغيير |
|---|---|---|---|---|
| أتمتة عالية الصلابة | أنواع المركبات المفردة ذات الحجم الكبير (على سبيل المثال، سعة سنوية تزيد عن 100,000 مركبة) | كفاءة عالية (زيادة 20% UPH)، وانخفاض تكاليف العمالة (80% انخفاض في القوى العاملة) | استثمار أولي مرتفع (30% أغلى من الخطوط المرنة)، وتكاليف تغيير عالية (يتطلب إعادة برمجة الأدوات) | 4-8 ساعات |
| وحدات مرنة ومرنة | دفعات صغيرة متنوعة (على سبيل المثال، سعة سنوية تتراوح بين 30,000 و50,000،3 طرازات من المركبات) | سرعة التغيير، والقدرة القوية على التكيف مع المنتجات الجديدة | ارتفاع تكاليف صيانة الوحدات (تحتاج إلى وحدات احتياطية)، وانخفاض طفيف في الكفاءة (تنخفض درجة الحرارة القصوى بمقدار 10%) | 30-60 دقيقة |
استراتيجية التنفيذ: اعتماد 【الترقية المرحلية】:: في البداية استخدام “يدوي + شبه آلي” للعمليات الأساسية (مثل التغذية اليدوية + اللحام الآلي). بعد استقرار العائد (أعلى من 98%)، انتقل إلى ترقية عمليات التحميل والتفريغ باستخدام الروبوتات. خفضت إحدى الشركات المصنعة المحلية للبطاريات التي تستخدم هذه الاستراتيجية الاستثمار الأولي بمقدار 40% وحققت أهداف الإنتاجية في غضون 6 أشهر.
4. مسار العملية: مسار التكنولوجيا يحدد “الحمض النووي” لخط الإنتاج”
يجب أن يؤدي اختيار مسار العملية إلى ترسيخ تخطيط المنتج المستقبلي لمدة 3-5 سنوات قادمة لتجنب تقادم خط الإنتاج بسبب التكرارات التكنولوجية:
- مسار حزمة الوحدة النمطية التقليدية: ناضجة ومستقرة مع استثمار منخفض (20% أقل من CTP)، ولكن استخدام منخفض للمساحة (تشغل الوحدات 15% من حجم العبوة). مناسبة للسيناريوهات الحساسة من حيث التكلفة مع بطء تكرار المنتج.
- CTP (من خلية إلى حزمة): يلغي مرحلة الوحدة النمطية، مما يزيد من استخدام المساحة بمقدار 10%-15%، ولكنه يتطلب تركيبات مخصصة (مثل أدوات تحديد موضع الخلية الكبيرة)، مما يزيد من الاستثمار في المعدات بمقدار 15%. مناسبة للنماذج المتطورة أو الاحتياجات طويلة المدى.
- CTC (من الخلية إلى الهيكل): تدمج البطارية مباشرةً في الهيكل، مما يتطلب تكاملاً عميقاً مع تصميم هيكل السيارة، ومتوافقاً مع خطوط إنتاج الهيكل، ويتحمل مخاطر استثمارية عالية (يتطلب تطويراً مشتركاً)، ولكن يمكنه تحقيق تخفيض 101 تيرابايت 3 تيرابايت في الوزن الإجمالي للمركبة.
تحذير الحالة: قامت شركة سيارات ناشئة في أمريكا الشمالية بوضع خط إنتاج CTC قبل الأوان دون مزامنة التصميم مع موردي الشاسيه، مما أدى إلى عدم توافق الأدوات مع الهيكل الجديد. ظل خط الإنتاج معطلاً لمدة 6 أشهر، مما أدى إلى تكبد تكاليف تعديل إضافية بلغت 2 مليون يوان صيني. يوصى باستخدام 【مصفوفة المخاطر】 لتقييم نضج التكنولوجيا: يبلغ مستوى نضج تكنولوجيا CTC حاليًا 3/5 فقط، وينبغي تحديد “فترة تجميد التكنولوجيا” (مثل 12 شهرًا دون تغييرات في تصميم الهيكل) قبل التنفيذ.
5. البيانات وإمكانية التتبع: ترقية القيمة من “التسجيل” إلى “التنبؤ”
تحدد قدرات البيانات مراقبة الجودة والامتثال لخط الإنتاج، مع تحديد واضح لـ دقة البيانات و متطلبات التتبع:
1. أبعاد جمع البيانات
- معلمات العملية: يجب تحميل المعلمات الرئيسية مثل تيار اللحام (± 5 أمبير)، وعزم الشد (± 0.5 نيوتن-م)، ودرجة حرارة الختم الحراري (± 1 ℃) إلى نظام إدارة أنظمة التحكم الآلي في الوقت الفعلي.
- بيانات الفحص: صور بالأشعة السينية لنقاط اللحام ونتائج اختبار إحكام الإغلاق (معدل التسرب <1×10-⁶ باسكال-م³/ثانية)، وبيانات اختبار نهاية الخط (EOL) (الجهد، المقاومة الداخلية).
2. دقة التتبع
- المستوى الأساسي: تتبع كل حزمة إلى أرقام دفعات الخلايا ومعرفات الوحدات النمطية.
- المستوى المتقدم: تتبع كل نقطة لحام ومعلمات عملية كل برغي (الأمر الذي يتطلب زيادة عدد أجهزة الاستشعار، مما يؤدي إلى زيادة الاستثمار في 10%-15%).
3. التنفيذ الرقمي
اعتماد 【إطار عمل التوأم الرقمي】: مزامنة المعدات المادية على خط الإنتاج مع النماذج الافتراضية، وجمع البيانات في الوقت الفعلي من خلال SCADA، ومحاكاة تحسينات العملية في بيئة افتراضية (على سبيل المثال، يمكن أن يؤدي ضبط سرعة اللحام إلى تقليل معدلات العيوب بمقدار 5%). نجح مصنع بطاريات ألماني في تقليل وقت ضبط العملية من أسبوعين إلى 3 أيام باستخدام توأم رقمي.
المنطق النهائي لقرار الاختيار
يجب أن يتوافق اختيار خط تجميع حزمة البطارية مع المطابقة الاستراتيجية:
- إذا كان التركيز على قيادة التكلفة: اختيار غلاف مربع + مسار تقليدي + أتمتة عالية الصلابة للتحكم في النفقات الرأسمالية والتشغيلية.
- إذا كان التركيز على الريادة التكنولوجية: اختر CTP/CTC + وحدات مرنة + إمكانية التتبع المتقدمة للتضحية بالتكاليف قصيرة الأجل من أجل القدرة التنافسية طويلة الأجل.
- إذا كان التركيز على التكرار السريع: اختر العبوات اللينة + شبه الأتمتة + التتبع الأساسي لتحقيق التوازن بين المرونة ومخاطر الاستثمار.
في نهاية المطاف، لا يوجد حل مثالي لـ “أسلوب” خط الإنتاج؛ فقط الحل الأنسب للمرحلة الحالية. من خلال تقييم التكنولوجيا والتكاليف ومخاطر الامتثال باستخدام جدول ترتيب أولويات المخاطر 【جدول ترتيب أولويات المخاطر】, ، فإن اختيار خطة “قابلة للتحكم في المخاطر، واضحة العوائد” هو مفتاح التنفيذ الناجح.
هل تحتاج إلى حل تجميع حزمة البطارية؟ يمكنك الاتصال بـ مجموعة كوموين.