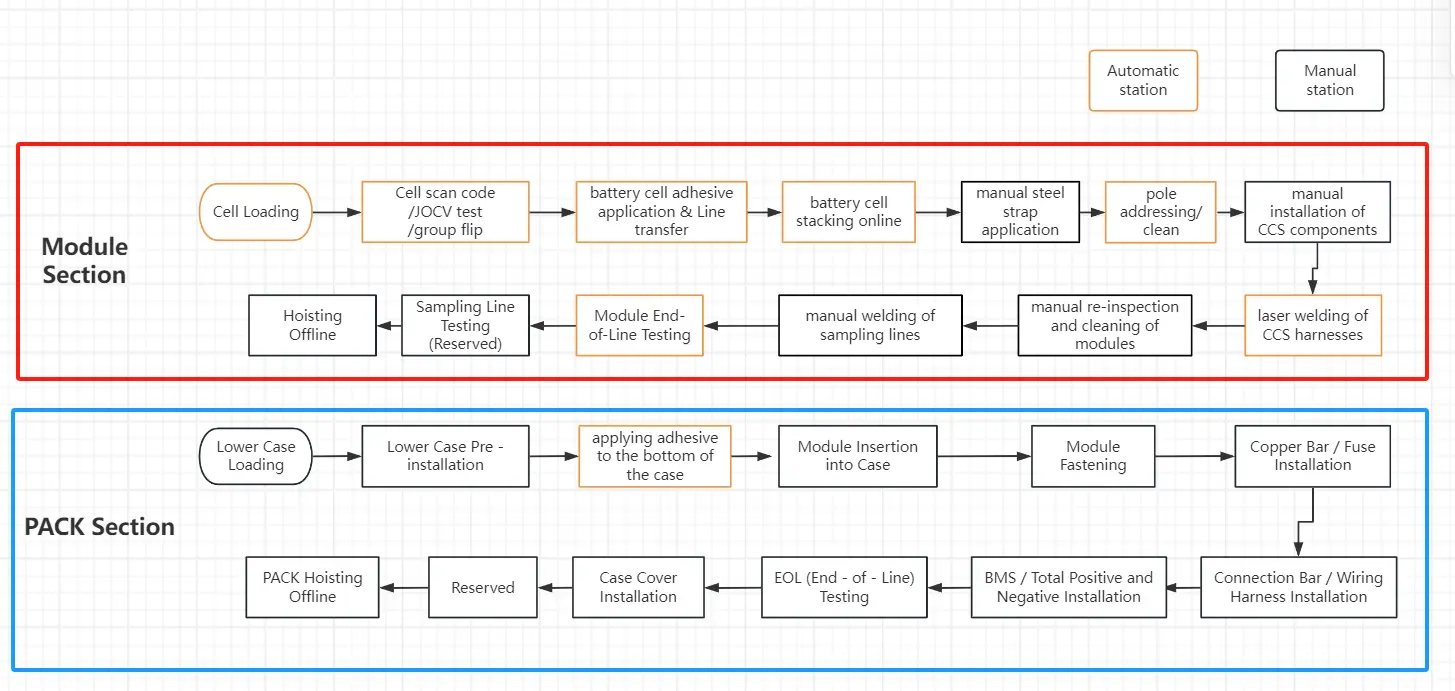
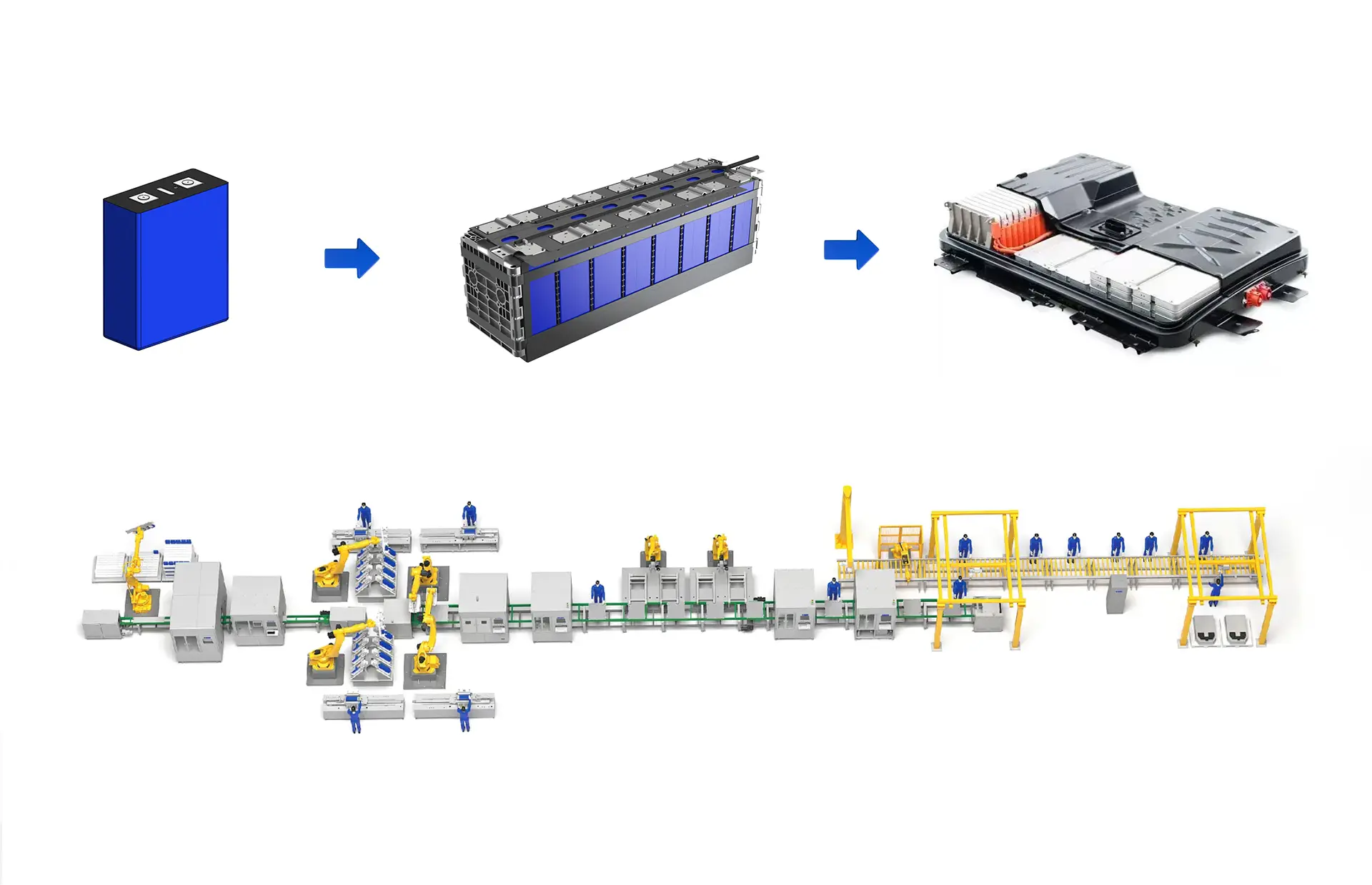
I. Visão geral e processos principais da linha de montagem de baterias
O linha de montagem de baterias, A linha de montagem PACK, também conhecida como linha de montagem PACK, é uma linha de produção dedicada que monta várias células individuais num conjunto completo de baterias que pode ser utilizado diretamente através de uma série de processos automatizados ou semi-automatizados. Integra funções como o manuseamento de células, ligações eléctricas, montagem estrutural, integração de sistemas e testes de qualidade, servindo como unidade central de fabrico para garantir o desempenho, a segurança e a eficiência de produção dos conjuntos de baterias.
Como montar uma bateria
Clarificação dos requisitos essenciais: Produto e capacidade
- Tipo de célula: A linha de produção deve corresponder à forma do seu produto.
- Baterias de caixa quadrada: Atualmente, a corrente principal no mercado, com tecnologia madura e requisitos de elevada precisão para empilhamento e soldadura.
- Baterias cilíndricas: A linha de montagem tem de lidar eficazmente com um grande número de pequenas células, com elevadas exigências em termos de classificação, sequenciação e ritmo de soldadura.
- Baterias Soft-pack: Os principais processos envolvem a soldadura de separadores e a embalagem em película de alumínio-plástico, com requisitos rigorosos em matéria de controlo de poeiras e de selagem de embalagens.
- Objectivos de capacidade: Distinguir entre “pico teórico” e “capacidade sustentável”. O planeamento deve basear-se nos objectivos de produção diária/anual actuais e futuros para os próximos 3-5 anos, considerando a taxa de utilização global do equipamento (normalmente, a capacidade projectada deve ser cerca de 20% superior à procura real).
- Especificações do produto: A energia nominal (kWh), a tensão, as dimensões e outros parâmetros do conjunto de baterias afectam diretamente a disposição e a conceção das ferramentas da linha de produção.

Seleção do estilo da linha de montagem da bateria
A escolha do estilo de uma linha de montagem de baterias é essencialmente uma questão de transformar os condicionalismos estratégicos em configurações executáveis da linha de produção. O núcleo deve centrar-se em três aspectos fundamentais: forma do produto, ritmo da capacidade e rota do processo, equilibrando simultaneamente o custo e a flexibilidade através da automatização e das capacidades de dados. Seguem-se os pormenores aprofundados de cada dimensão de seleção, juntamente com ferramentas práticas e estudos de casos:
1. Forma do produto: As diferenças de processo definem a lógica subjacente da linha de produção
As caraterísticas estruturais das diferentes formas de baterias definem diretamente os processos principais e a seleção do equipamento. Utilizar o 【Matriz de comparação do tipo de linha de produção】 para identificar rapidamente as diferenças:
| Forma do produto | Diferenças do processo principal | Nós de automatização chave | Requisitos de limpeza | Gama de capacidade de linha única (UPH) | Gama de custos típica (10.000 CNY/m) |
|---|---|---|---|---|---|
| Caixa quadrada | Soldadura a laser do barramento (controlo da deformação térmica), fixação do módulo (precisão do binário ±5%), teste de vedação da embalagem (IP67) | Estação automática de aperto de módulos, inspeção online da qualidade da soldadura por laser (reconhecimento visual por IA de fissuras nos cordões de soldadura) | Local Classe 8 (nível 10.000) | 15-30 | 8-12 |
| Cilíndrico (por exemplo, 4680) | Soldadura a laser de abas completas (soldadura síncrona multi-estação), cura de cola (controlo da espessura da camada de cola ±0,1 mm), integração de componentes de gestão térmica | Máquinas de formação de separadores, sistemas de injeção de cola de alta velocidade, deteção da estrutura interna por raios X | Classe 7 geral (nível 1.000) | 20-40 | 10-15 |
| Embalagem macia | Empilhamento de folhas sobrepostas (controlo de tensão ±1N), selagem superior e lateral (temperatura de selagem térmica ±2℃), colagem de placas de arrefecimento líquido (uniformidade de pressão < ±5kPa) | Sistema de controlo da tensão da folha, deteção CCD da qualidade da selagem a quente, sensores de pressão de colagem | Classe 7 geral (nível 1.000) | 10-25 | 12-18 |
Estudo de caso: Uma empresa automóvel europeia planeou inicialmente introduzir uma linha de produção cilíndrica. No entanto, uma vez que o rendimento de soldadura para o método 4680 de aba completa era de apenas 85% (abaixo do objetivo de 95%), mudaram temporariamente para uma linha de produção de invólucro quadrado. Análise através de 【Estudos de caso comparativos】 mostrou que a maturidade da tecnologia de soldadura de barramentos de caixa quadrada era elevada (rendimento superior a 98%). Apesar de uma capacidade de linha única inferior em 5%, o investimento em equipamento diminuiu em 15%, levando à produção em massa no prazo de 6 meses.
2. Capacidade e ritmo: Do “pico teórico” à “produção sustentável”
O planeamento da capacidade deve evitar a “obsessão da UPH”, centrando-se antes no equilíbrio entre as necessidades a curto prazo e a expansão a longo prazo através de uma 【Roteiro de investimento faseado】:
1. Definição do nível de capacidade
- Capacidade de pico teórica: O limite operacional máximo do equipamento (por exemplo, uma determinada linha tem um UPH de 30, o que significa 30 embalagens produzidas por hora), que serve apenas como referência para a seleção do equipamento.
- Capacidade sustentável: Este valor reflecte a produção real após ter em conta factores como a mudança de turno, a manutenção e a escassez de material, normalmente cerca de 70%-85% do pico teórico (o objetivo de utilização recomendado é fixado em 75% como base de referência).
- Reserva de expansão: Implementar inicialmente “processos principais + automatização básica” (por exemplo, automatizar apenas a soldadura de módulos), deixando 20%-30% capacidade para robôs adicionais ou ferramentas melhoradas no futuro.
2. Cálculo retroativo da quantidade de dispositivos com base no ritmo
Utilizando como exemplo uma linha de produção de embalagens de tripa quadrada:
- Objetivo Capacidade sustentável: 20 UPH (utilização 75%, pico teórico 26,7 UPH)
- Tempos de ciclo do processo chave: A soldadura do barramento requer 60 segundos por unidade, a fixação do módulo requer 40 segundos por unidade.
- Configuração do dispositivo: A estação de soldadura necessita de 2 unidades (60 segundos/unidade ÷ 3600 segundos/hora × 2 unidades = 120 UPH, com redundância de reserva); a estação de fixação necessita de 1 unidade (40 segundos/unidade × 90 unidades/hora = 3600 segundos, satisfazendo a procura).
Aplicação de ferramentas: Utilizar o 【Formulário de avaliação do cenário de capacidade】 para comparar os investimentos em equipamento com diferentes taxas de utilização: se a utilização aumentar de 70% para 85%, será necessária uma estação de soldadura adicional (com um custo adicional de 100 000 CNY, mas que aumenta a produção anual em 21%, encurtando o período de retorno do investimento em 6 meses).
3. Grau de automatização: A Arte de Equilibrar Rigidez vs. Flexibilidade
A seleção da automatização deve determinar a escala do investimento e a flexibilidade operacional, combinando o modo de produto e a velocidade de iteração do produto:
| Tipo de automatização | Cenários aplicáveis | Principais vantagens | Principais rubricas de custos | Tempo de transição |
|---|---|---|---|---|
| Automação de alta rigidez | Tipos de veículos únicos de grande volume (por exemplo, capacidade anual de 100 000+) | Alta eficiência (aumento de 20% UPH), baixos custos de mão de obra (redução de 80% na mão de obra) | Investimento inicial elevado (30% mais caro do que as linhas flexíveis), custos de mudança elevados (requer ferramentas de reprogramação) | 4-8 horas |
| Modular flexível | Pequenos lotes diversificados (por exemplo, capacidade anual de 30.000-50.000, 3+ modelos de veículos) | Mudança rápida, forte adaptabilidade a novos produtos | Elevados custos de manutenção dos módulos (necessita de módulos de reserva), eficiência ligeiramente inferior (UPH diminui em 10%) | 30-60 minutos |
Estratégia de implementação: Adotar um 【Atualização faseada】O objetivo inicial é utilizar “manual + semi-automação” para os processos principais (como alimentação manual + soldadura automatizada). Depois de estabilizar o rendimento (acima de 98%), proceder à atualização dos processos de carga e descarga com robôs. Um fabricante nacional de baterias que utilizou esta estratégia reduziu o investimento inicial em 40% e atingiu os objectivos de rendimento em 6 meses.
4. Rota do processo: O itinerário tecnológico determina o “ADN” da linha de produção”
A escolha de uma rota de processo deve ancorar o planeamento futuro do produto para os próximos 3-5 anos, para evitar a obsolescência da linha de produção devido a iterações tecnológicas:
- Módulo tradicional-PACK Route: Maduro e estável com baixo investimento (20% inferior ao CTP), mas com baixa utilização de espaço (os módulos ocupam 15% do volume da embalagem). Adequado para cenários sensíveis ao custo com iterações lentas de produtos.
- CTP (Cell to Pack): Elimina a fase de módulo, aumentando a utilização do espaço em 10%-15%, mas requer acessórios personalizados (como ferramentas de posicionamento de células grandes), aumentando o investimento em equipamento em 15%. Adequado para modelos topo de gama ou necessidades a longo prazo.
- CTC (Cell to Chassis): Integra diretamente a bateria no chassis, o que exige uma profunda integração com a conceção do chassis do veículo, compatível com as linhas de produção de chassis, implicando elevados riscos de investimento (é necessário um desenvolvimento conjunto), mas pode conseguir uma redução de 10% no peso total do veículo.
Aviso de caso: Uma empresa norte-americana de automóveis em fase de arranque instalou prematuramente uma linha de produção CTC sem sincronizar o projeto com os fornecedores de chassis, o que levou à incompatibilidade das ferramentas com o novo chassis. A linha de produção esteve inativa durante 6 meses, incorrendo em custos de modificação adicionais de 2 milhões de CNY. Recomenda-se a utilização do 【Matriz de risco】 para avaliar a maturidade da tecnologia: O CTC tem atualmente um nível de maturidade de apenas 3/5 e deve ser estabelecido um “período de congelamento da tecnologia” (por exemplo, 12 meses sem alterações na conceção do quadro) antes da implementação.
5. Dados e rastreabilidade: Atualização do valor de “Registo” para “Previsão”
As capacidades de dados determinam o controlo de qualidade e a conformidade da linha de produção, com uma definição clara de granularidade dos dados e requisitos de rastreabilidade:
1. Dimensões da recolha de dados
- Parâmetros do processo: Parâmetros chave como corrente de soldadura (±5A), binário de aperto (±0,5N-m), temperatura de selagem a quente (±1℃) devem ser carregados para o MES em tempo real.
- Dados de inspeção: Imagens de raios X dos pontos de soldadura, resultados do ensaio de estanquidade ao ar (taxa de fuga <1×10-⁶Pa-m³/s), dados do ensaio de fim de linha (EOL) (tensão, resistência interna).
2. Granularidade da rastreabilidade
- Nível básico: Rastreie cada embalagem até aos números de lote das células e IDs dos módulos.
- Nível avançado: Rastrear cada ponto de soldadura e os parâmetros de processo de cada parafuso (o que requer o aumento do número de sensores, resultando num investimento 10%-15% superior).
3. Implementação digital
Adotar um 【Quadro de gémeos digitais】: Sincronizar o equipamento físico na linha de produção com modelos virtuais, recolhendo dados em tempo real através do SCADA, simulando optimizações de processos num ambiente virtual (por exemplo, o ajuste da velocidade de soldadura pode reduzir as taxas de defeito em 5%). Uma fábrica alemã de baterias conseguiu reduzir o tempo de afinação do processo de 2 semanas para 3 dias utilizando um gémeo digital.
Lógica final da decisão de seleção
A escolha de uma linha de montagem de baterias deve estar alinhada com correspondência estratégica:
- Se se concentrar em liderança em custos: Escolha o invólucro quadrado + percurso tradicional + automação de elevada rigidez para controlar o CapEx e o OpEx.
- Se se concentrar em liderança tecnológica: Escolha CTP/CTC + modular flexível + rastreabilidade avançada para sacrificar os custos a curto prazo em prol da competitividade a longo prazo.
- Se se concentrar em iteração rápida: Escolha soft packs + semi-automatização + rastreabilidade básica para equilibrar a flexibilidade e o risco de investimento.
Em última análise, não existe uma solução óptima para o “estilo” da linha de produção; apenas o solução que melhor se adapta à fase atual. Ao avaliar os riscos tecnológicos, de custos e de conformidade utilizando a 【Tabela de classificação de prioridades de risco】, A escolha de um plano “controlável em termos de risco e claro em termos de retorno” é fundamental para uma implementação bem sucedida.
Necessita de uma solução de montagem de baterias? Pode contactar Grupo Comwin.