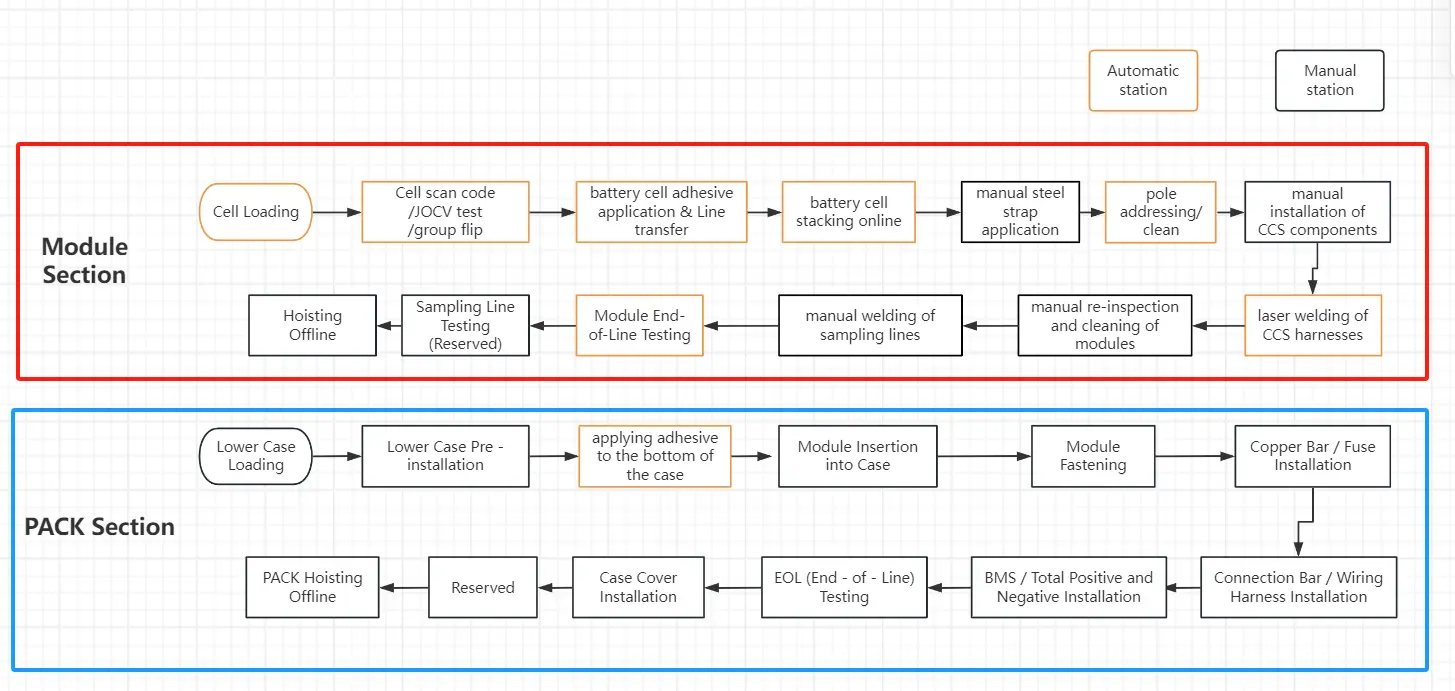
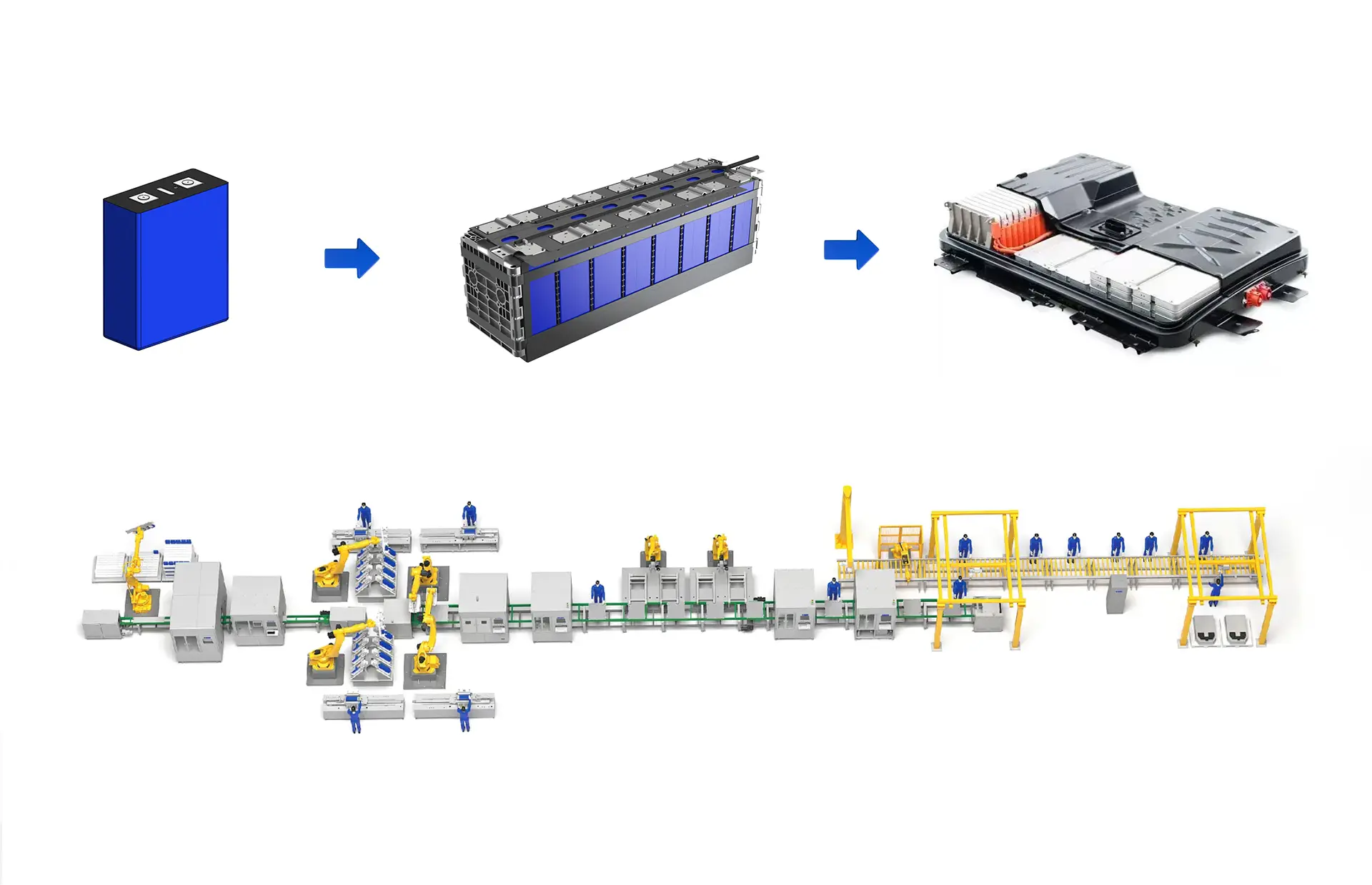
I. Tổng quan và các quy trình chính của dây chuyền lắp ráp bộ pin
Các dây chuyền lắp ráp bộ pin, còn được gọi là dây chuyền lắp ráp PACK, là một dây chuyền sản xuất chuyên dụng dùng để lắp ráp nhiều tế bào pin riêng lẻ thành một bộ pin hoàn chỉnh có thể sử dụng ngay, thông qua một chuỗi các quy trình tự động hoặc bán tự động. Dây chuyền này tích hợp các chức năng như xử lý tế bào pin, kết nối điện, lắp ráp kết cấu, tích hợp hệ thống và kiểm tra chất lượng, đóng vai trò là đơn vị sản xuất cốt lõi nhằm đảm bảo hiệu suất, an toàn và hiệu quả sản xuất của các bộ pin.
Cách lắp ráp bộ pin
Làm rõ các yêu cầu cốt lõi: Sản phẩm và năng lực
- Loại tế bào: Dây chuyền sản xuất phải phù hợp với hình dạng sản phẩm của bạn.
- Pin hình vuông: Hiện nay là xu hướng chủ đạo trên thị trường, với công nghệ đã được hoàn thiện và yêu cầu độ chính xác cao trong các quy trình xếp chồng và hàn.
- Pin hình trụ: Dây chuyền lắp ráp phải xử lý hiệu quả một số lượng lớn các mô-đun nhỏ, đồng thời phải đáp ứng các yêu cầu cao về phân loại, sắp xếp thứ tự và nhịp độ hàn.
- Pin dạng túi mềm: Các quy trình chính bao gồm hàn tab và đóng gói bằng màng nhôm-nhựa, với các yêu cầu nghiêm ngặt về kiểm soát bụi và độ kín của bao bì.
- Mục tiêu về năng lực: Cần phân biệt rõ giữa “công suất lý thuyết” và “công suất bền vững”. Công tác lập kế hoạch cần dựa trên các mục tiêu sản lượng hàng ngày/hàng năm hiện tại và trong tương lai cho giai đoạn 3-5 năm tới, đồng thời tính đến tỷ lệ sử dụng tổng thể của thiết bị (thông thường, công suất thiết kế nên cao hơn nhu cầu thực tế khoảng 20-30%).
- Thông số kỹ thuật sản phẩm: Công suất định mức (kWh), điện áp, kích thước và các thông số khác của bộ pin ảnh hưởng trực tiếp đến bố trí và thiết kế khuôn mẫu của dây chuyền sản xuất.

Lựa chọn kiểu dây chuyền lắp ráp bộ pin
Việc lựa chọn kiểu dáng của dây chuyền lắp ráp bộ pin về cơ bản là chuyển đổi các hạn chế chiến lược thành các cấu hình dây chuyền sản xuất có thể triển khai. Phần cốt lõi phải tập trung vào ba khía cạnh cơ bản: hình thức sản phẩm, nhịp độ năng lực sản xuất và lộ trình quy trình, đồng thời cân bằng giữa chi phí và tính linh hoạt thông qua tự động hóa và khả năng xử lý dữ liệu. Dưới đây là thông tin chi tiết về từng tiêu chí lựa chọn, kèm theo các công cụ thực tiễn và các nghiên cứu điển hình:
1. Hình thức sản phẩm: Sự khác biệt trong quy trình sản xuất quyết định logic cơ bản của dây chuyền sản xuất
Các đặc điểm cấu trúc của các loại pin khác nhau quyết định trực tiếp đến các quy trình cốt lõi và việc lựa chọn thiết bị. Sử dụng 【Bảng so sánh các loại dây chuyền sản xuất】 để nhanh chóng xác định những điểm khác biệt:
| Hình thức sản phẩm | Sự khác biệt về quy trình cốt lõi | Các nút tự động hóa chính | Yêu cầu về vệ sinh | Dải công suất trên mỗi dây chuyền (UPH) | Mức giá trung bình (10.000 CNY/m²) |
|---|---|---|---|---|---|
| Vỏ hình vuông | Hàn laser thanh dẫn điện (kiểm soát biến dạng nhiệt), lắp ráp mô-đun (độ chính xác mô-men xoắn ±5%), kiểm tra độ kín của cụm (IP67) | Trạm siết chặt mô-đun tự động, kiểm tra chất lượng hàn laser trực tuyến (nhận diện hình ảnh bằng trí tuệ nhân tạo để phát hiện vết nứt trên đường hàn) | Lớp địa phương 8 (cấp độ 10.000) | 15–30 | 8–12 |
| Hình trụ (ví dụ: 4680) | Hàn laser toàn bộ mép (hàn đồng bộ đa trạm), làm khô keo (kiểm soát độ dày lớp keo ±0,1 mm), tích hợp các thành phần quản lý nhiệt | Máy tạo mép, hệ thống phun keo tốc độ cao, hệ thống kiểm tra cấu trúc bên trong bằng tia X | Lớp 7 tổng hợp (cấp độ 1.000) | 20–40 | 10–15 |
| Đóng gói mềm | Xếp chồng các tấm chồng chéo (điều chỉnh lực căng ±1N), hàn kín mặt trên và hai bên (nhiệt độ hàn nhiệt ±2℃), dán tấm làm mát bằng chất lỏng (độ đồng đều áp suất < ±5kPa) | Hệ thống kiểm soát độ căng màng, hệ thống phát hiện chất lượng hàn nhiệt bằng CCD, cảm biến áp suất ép | Lớp 7 tổng hợp (cấp độ 1.000) | 10–25 | 12–18 |
Nghiên cứu điển hình: Một công ty ô tô châu Âu ban đầu có kế hoạch triển khai dây chuyền sản xuất hình trụ. Tuy nhiên, do hiệu suất hàn của phương pháp 4680 full-tab chỉ đạt 85% (thấp hơn mục tiêu 95%), họ đã tạm thời chuyển sang dây chuyền sản xuất vỏ hình vuông. Phân tích thông qua 【Các nghiên cứu điển hình so sánh】 cho thấy công nghệ hàn thanh dẫn điện vỏ vuông đã đạt độ chín muồi cao (hiệu suất trên 98%). Mặc dù công suất trên mỗi dây chuyền thấp hơn 5%, nhưng chi phí đầu tư thiết bị đã giảm 15%, giúp đưa vào sản xuất hàng loạt trong vòng 6 tháng.
2. Năng lực và nhịp độ: Từ “đỉnh lý thuyết” đến “sản lượng bền vững”
Việc lập kế hoạch năng lực sản xuất phải tránh “sự ám ảnh về UPH”, thay vào đó cần tập trung vào việc cân bằng giữa nhu cầu ngắn hạn và kế hoạch mở rộng dài hạn thông qua một 【Lộ trình đầu tư theo giai đoạn】:
1. Định nghĩa lớp dung lượng
- Công suất đỉnh lý thuyết: Giới hạn vận hành tối đa của thiết bị (ví dụ: một dây chuyền sản xuất có công suất 30 gói/giờ, tức là sản xuất được 30 gói mỗi giờ), chỉ mang tính chất tham khảo trong quá trình lựa chọn thiết bị.
- Năng lực bền vững: Con số này phản ánh sản lượng thực tế sau khi tính đến các yếu tố như thời gian chuyển đổi, bảo trì và tình trạng thiếu nguyên vật liệu, thường dao động trong khoảng 70%–85% so với mức đỉnh lý thuyết (mục tiêu sử dụng công suất khuyến nghị được đặt ở mức 75% (làm mức tham chiếu).
- Quỹ dự trữ mở rộng: Ban đầu, triển khai “các quy trình cốt lõi + tự động hóa cơ bản” (ví dụ: chỉ tự động hóa công đoạn hàn mô-đun), đồng thời giữ lại công suất từ 20% đến 30% để có thể bổ sung robot hoặc nâng cấp dụng cụ trong tương lai.
2. Tính ngược số lượng thiết bị dựa trên nhịp điệu
Lấy dây chuyền sản xuất bao bì hình vuông làm ví dụ:
- Mục tiêu về năng lực bền vững: 20 UPH (hiệu suất sử dụng 75%, công suất đỉnh lý thuyết 26,7 UPH)
- Thời gian chu kỳ của các quy trình chính: Việc hàn thanh dẫn điện mất 60 giây cho mỗi đơn vị, còn việc lắp ráp mô-đun mất 40 giây cho mỗi đơn vị.
- Cấu hình thiết bị: Trạm hàn cần 2 đơn vị (60 giây/đơn vị ÷ 3.600 giây/giờ × 2 đơn vị = 120 đơn vị/giờ, bao gồm dự phòng); trạm lắp ráp cần 1 đơn vị (40 giây/đơn vị × 90 đơn vị/giờ = 3.600 giây, đáp ứng được nhu cầu).
Ứng dụng công cụ: Sử dụng 【Mẫu đánh giá kịch bản công suất】 để so sánh các khoản đầu tư vào thiết bị ở các mức độ sử dụng khác nhau: nếu mức độ sử dụng tăng từ 70% lên 85%, sẽ cần thêm một trạm hàn (với chi phí bổ sung là 100.000 CNY nhưng giúp tăng sản lượng hàng năm thêm 21%, đồng thời rút ngắn thời gian hoàn vốn xuống còn 6 tháng).
3. Mức độ tự động hóa: Nghệ thuật cân bằng giữa tính cứng nhắc và tính linh hoạt
Việc lựa chọn giải pháp tự động hóa phải xác định quy mô đầu tư và tính linh hoạt trong vận hành, đồng thời cân nhắc giữa mô hình sản phẩm và tốc độ cải tiến sản phẩm:
| Loại tự động hóa | Các tình huống áp dụng | Ưu điểm cốt lõi | Các khoản chi phí chính | Thời gian chuyển đổi |
|---|---|---|---|---|
| Hệ thống tự động hóa có độ cứng cao | Các loại xe đơn lẻ có sản lượng lớn (ví dụ: công suất hàng năm từ 100.000 chiếc trở lên) | Hiệu suất cao (tăng 20% UPH), chi phí nhân công thấp (giảm 80% nhân lực) | Chi phí đầu tư ban đầu cao (30% đắt hơn các dây chuyền linh hoạt), chi phí chuyển đổi cao (yêu cầu phải lập trình lại khuôn mẫu) | 4–8 giờ |
| Mô-đun linh hoạt | Các lô sản xuất nhỏ và đa dạng (ví dụ: công suất hàng năm từ 30.000–50.000 chiếc, với 3 mẫu xe trở lên) | Thay đổi nhanh chóng, khả năng thích ứng cao với các sản phẩm mới | Chi phí bảo trì mô-đun cao (cần có mô-đun dự phòng), hiệu suất giảm nhẹ (UPH giảm 10%) | 30–60 phút |
Chiến lược triển khai: Hãy nhận nuôi một 【Nâng cấp theo từng giai đoạn】: ban đầu áp dụng phương pháp “thủ công kết hợp bán tự động” cho các quy trình cốt lõi (như nạp liệu thủ công kết hợp hàn tự động). Sau khi đạt được năng suất ổn định (trên 98%), tiến hành nâng cấp các quy trình xếp dỡ bằng robot. Một nhà sản xuất pin trong nước áp dụng chiến lược này đã giảm 40% chi phí đầu tư ban đầu và đạt được mục tiêu năng suất trong vòng 6 tháng.
4. Quy trình sản xuất: Quy trình công nghệ quyết định “bản sắc” của dây chuyền sản xuất”
Việc lựa chọn quy trình sản xuất phải làm nền tảng cho kế hoạch phát triển sản phẩm trong 3–5 năm tới nhằm tránh tình trạng dây chuyền sản xuất trở nên lạc hậu do sự thay đổi liên tục của công nghệ:
- Lộ trình Module-PACK truyền thống: Đã hoàn thiện và ổn định với mức đầu tư thấp (20% thấp hơn CTP), nhưng hiệu suất sử dụng không gian thấp (các mô-đun chiếm 15% thể tích bao bì). Phù hợp với các tình huống chú trọng đến chi phí và có chu kỳ cải tiến sản phẩm chậm.
- CTP (Từ tế bào đến gói): Loại bỏ giai đoạn lắp ráp mô-đun, giúp tăng hiệu suất sử dụng không gian từ 10% đến 15%, nhưng đòi hỏi phải sử dụng các thiết bị cố định tùy chỉnh (như dụng cụ định vị ô lớn), làm tăng chi phí đầu tư thiết bị lên 15%. Phù hợp với các mẫu cao cấp hoặc nhu cầu dài hạn.
- CTC (Từ tế bào đến khung gầm): Tích hợp trực tiếp pin vào khung gầm, đòi hỏi sự tích hợp sâu với thiết kế khung gầm xe, tương thích với các dây chuyền sản xuất khung gầm, nhưng tiềm ẩn rủi ro đầu tư cao (cần hợp tác phát triển), song có thể giúp giảm 10% trọng lượng tổng thể của xe.
Cảnh báo về trường hợp: Một công ty khởi nghiệp sản xuất ô tô ở Bắc Mỹ đã vội vàng triển khai dây chuyền sản xuất mẫu xe CTC mà không phối hợp thiết kế với các nhà cung cấp khung gầm, dẫn đến tình trạng dụng cụ sản xuất không tương thích với khung gầm mới. Dây chuyền sản xuất này đã phải ngừng hoạt động trong 6 tháng, gây ra chi phí sửa đổi bổ sung lên tới 2 triệu CNY. Nên sử dụng 【Ma trận rủi ro】 để đánh giá mức độ trưởng thành của công nghệ: Hiện tại, CTC chỉ đạt mức trưởng thành 3/5, và cần thiết lập một “giai đoạn đóng băng công nghệ” (ví dụ như 12 tháng không thay đổi thiết kế khung gầm) trước khi triển khai.
5. Dữ liệu và khả năng truy xuất nguồn gốc: Nâng tầm giá trị từ “ghi chép” lên “dự đoán”
Khả năng xử lý dữ liệu quyết định chất lượng và sự tuân thủ quy trình sản xuất, với định nghĩa rõ ràng về mức độ chi tiết của dữ liệu Và yêu cầu về khả năng truy xuất nguồn gốc:
1. Các khía cạnh của việc thu thập dữ liệu
- Thông số quy trình: Các thông số chính như dòng điện hàn (±5A), mô-men xoắn siết chặt (±0,5 N·m), nhiệt độ hàn nhiệt (±1℃) phải được tải lên hệ thống MES theo thời gian thực.
- Dữ liệu kiểm tra: Hình ảnh X-quang của các điểm hàn, kết quả kiểm tra độ kín khí (tỷ lệ rò rỉ <1×10⁻⁶ Pa·m³/s), dữ liệu kiểm tra cuối dây chuyền (EOL) (điện áp, điện trở trong).
2. Mức độ chi tiết của khả năng truy xuất nguồn gốc
- Cấp độ cơ bản: Theo dõi từng gói hàng để xác định số lô tế bào và mã nhận dạng mô-đun.
- Trình độ nâng cao: Theo dõi các thông số quy trình của từng điểm hàn và từng con vít (điều này đòi hỏi phải tăng số lượng cảm biến, dẫn đến chi phí đầu tư tăng thêm từ 10% đến 15%).
3. Triển khai kỹ thuật số
Áp dụng một 【Khung công nghệ Digital Twin】: Đồng bộ hóa thiết bị vật lý trên dây chuyền sản xuất với các mô hình ảo, thu thập dữ liệu thời gian thực thông qua hệ thống SCADA, mô phỏng việc tối ưu hóa quy trình trong môi trường ảo (ví dụ: điều chỉnh tốc độ hàn có thể giảm tỷ lệ lỗi xuống 51%). Một nhà máy sản xuất pin của Đức đã thành công trong việc rút ngắn thời gian điều chỉnh quy trình từ 2 tuần xuống còn 3 ngày nhờ ứng dụng công nghệ bản sao kỹ thuật số.
Cơ sở logic cuối cùng của quyết định lựa chọn
Việc lựa chọn dây chuyền lắp ráp bộ pin phải phù hợp với phối hợp chiến lược:
- Nếu tập trung vào lợi thế về chi phí: Chọn vỏ hình vuông + phương pháp truyền thống + hệ thống tự động hóa có độ cứng cao để kiểm soát chi phí đầu tư (CapEx) và chi phí vận hành (OpEx).
- Nếu tập trung vào vị thế dẫn đầu về công nghệ: Hãy lựa chọn CTP/CTC kết hợp với mô-đun linh hoạt và khả năng truy xuất nguồn gốc tiên tiến để hy sinh chi phí ngắn hạn nhằm đảm bảo khả năng cạnh tranh lâu dài.
- Nếu tập trung vào quá trình lặp lại nhanh: Hãy lựa chọn bao bì mềm + quy trình bán tự động + khả năng truy xuất nguồn gốc cơ bản để cân bằng giữa tính linh hoạt và rủi ro đầu tư.
Cuối cùng, không có giải pháp tối ưu nào cho “phong cách” dây chuyền sản xuất; chỉ có giải pháp phù hợp nhất với giai đoạn hiện tại. Bằng cách đánh giá các rủi ro về công nghệ, chi phí và tuân thủ thông qua việc sử dụng 【Bảng xếp hạng mức độ ưu tiên rủi ro】, việc lựa chọn một kế hoạch “có thể kiểm soát rủi ro và mang lại lợi nhuận rõ ràng” là chìa khóa để triển khai thành công.
Bạn có cần giải pháp lắp ráp bộ pin không? Bạn có thể liên hệ Tập đoàn Comwin.