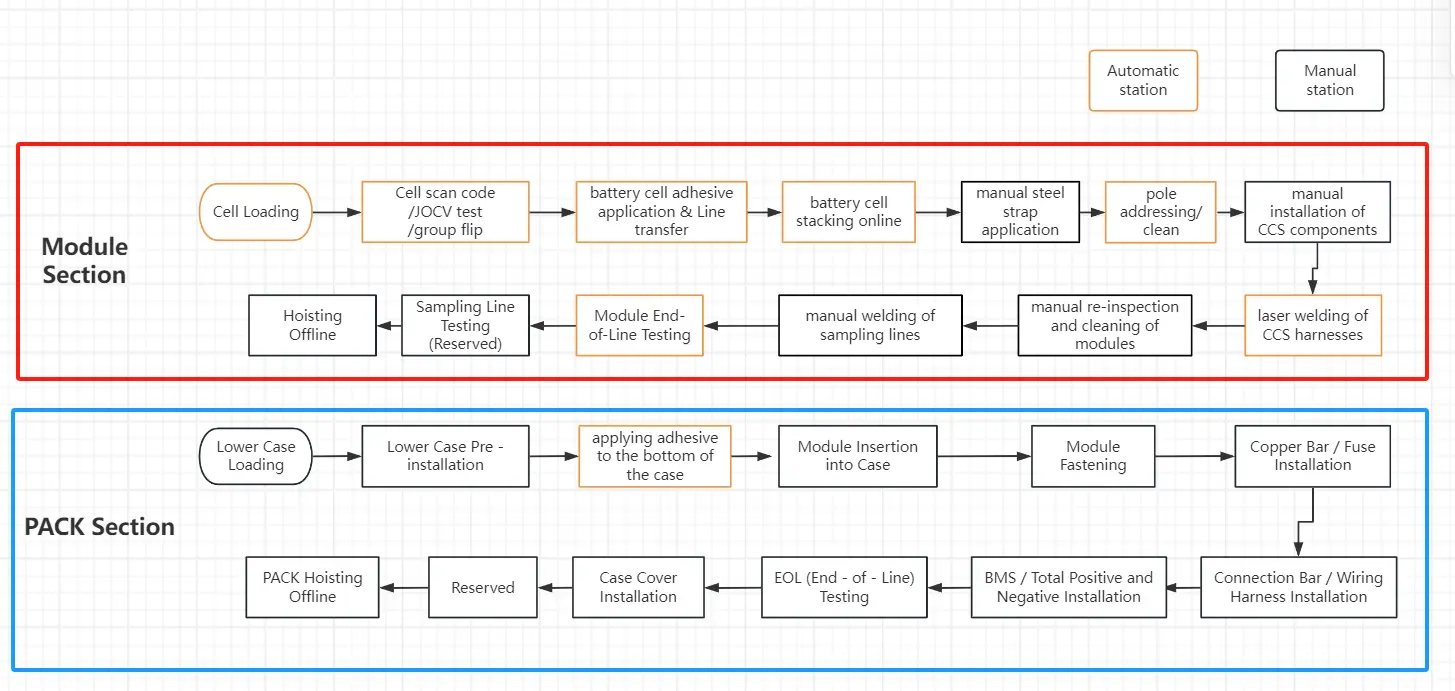
I. Overzicht en kernprocessen van de assemblagelijn voor batterijpakken
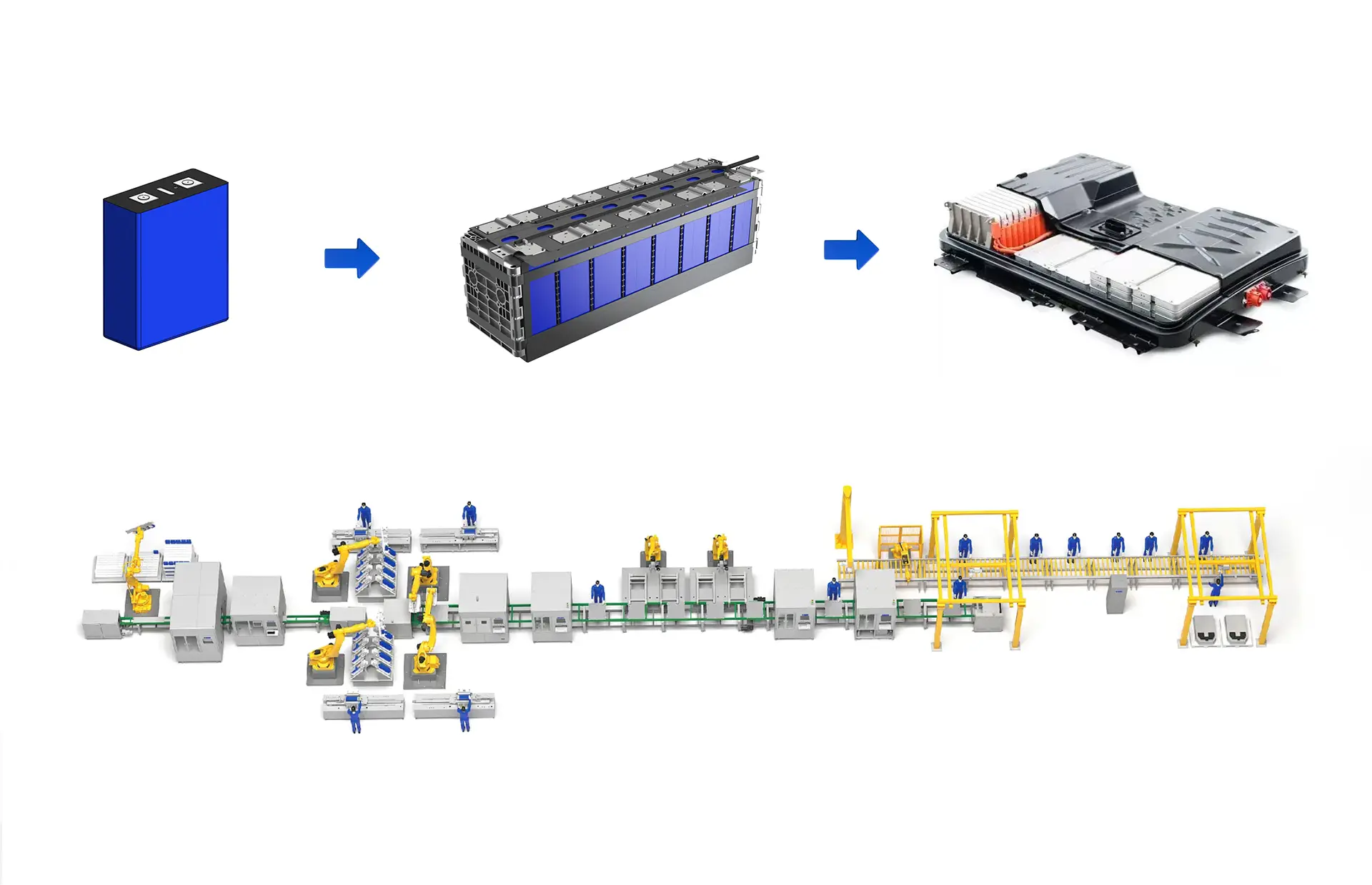
De assemblagelijn voor batterijpakketten, Ook bekend als de PACK-assemblagelijn, is een speciale productielijn die meerdere afzonderlijke cellen assembleert tot een compleet batterijpak dat direct kan worden gebruikt via een reeks geautomatiseerde of halfgeautomatiseerde processen. Het integreert functies zoals celbehandeling, elektrische verbindingen, structurele assemblage, systeemintegratie en kwaliteitstesten en dient als de belangrijkste productie-eenheid om de prestaties, veiligheid en productie-efficiëntie van batterijpacks te garanderen.
Hoe monteer je een accupakket?
Kernvereisten verduidelijken: Product en capaciteit
- Celtype: De productielijn moet overeenkomen met de vorm van je product.
- Vierkante behuizing Batterijen: Op dit moment de mainstream op de markt, met volwassen technologie en hoge precisievereisten voor stapelen en lassen.
- Cilindrische batterijen: De assemblagelijn moet efficiënt een groot aantal kleine cellen verwerken, waarbij hoge eisen worden gesteld aan sortering, volgorde en lasritme.
- Soft-pack batterijen: De kernprocessen bestaan uit tablassen en het verpakken van aluminium-kunststoffolie, met strenge eisen voor stofbeheersing en afdichting van de verpakking.
- Capaciteitsdoelen: Maak onderscheid tussen “theoretische piek” en “duurzame capaciteit”. De planning moet gebaseerd zijn op huidige en toekomstige dagelijkse/jaarlijkse outputdoelen voor de komende 3-5 jaar, rekening houdend met de algehele bezettingsgraad van de apparatuur (normaal gesproken moet de ontworpen capaciteit ongeveer 20% hoger zijn dan de werkelijke vraag).
- Productspecificaties: De nominale energie (kWh), spanning, afmetingen en andere parameters van de batterij hebben een directe invloed op de lay-out en het ontwerp van de gereedschappen van de productielijn.

Stijlkeuze assemblagelijn batterij
Bij het kiezen van de stijl van een assemblagelijn voor batterijpakketten gaat het in wezen om strategische beperkingen omzetten in uitvoerbare configuraties voor productielijnen. De kern moet zich richten op drie fundamentele aspecten: productvorm, capaciteitsritme en procesroute, terwijl kosten en flexibiliteit in balans moeten worden gebracht door middel van automatisering en datamogelijkheden. Hieronder vindt u de diepgaande details van elke selectiedimensie, samen met praktische hulpmiddelen en casestudy's:
1. Productvorm: Procesverschillen bepalen de onderliggende logica van de productielijn
De structurele kenmerken van verschillende batterijvormen bepalen rechtstreeks de kernprocessen en de apparatuurselectie. Gebruik de 【Vergelijkingsmatrix productielijntypes】 om snel verschillen te identificeren:
| Productvorm | Kernprocesverschillen | Belangrijke automatiseringsknooppunten | Reinheidsvereisten | Capaciteitsbereik enkele lijn (UPH) | Typisch kostenbereik (10.000 CNY/m) |
|---|---|---|---|---|---|
| Vierkante behuizing | Laserlassen van rail (thermische vervorming onder controle), modulebevestiging (torsienauwkeurigheid ±5%), afdichtingstest van verpakking (IP67) | Automatisch moduleaanspanningsstation, online kwaliteitsinspectie laserlassen (AI visuele herkenning van scheuren in lasnaden) | Lokale klasse 8 (10.000 niveau) | 15-30 | 8-12 |
| Cilindrisch (bijv. 4680) | Full-tab laserlassen (synchroon lassen met meerdere stations), uitharden van lijm (controle lijmlaagdikte ±0,1 mm), integratie van thermisch beheerscomponent | Tabvormmachines, lijminjectiesystemen met hoge snelheid, detectie van interne röntgenstructuur | Algemeen Klasse 7 (niveau 1.000) | 20-40 | 10-15 |
| Zacht verpakt | Overlappende vellen stapelen (spanningsregeling ±1N), boven- en zijkant sealen (hitte sealtemperatuur ±2℃), vloeibare koelplaat hechten (drukuniformiteit < ±5kPa) | Regelsysteem voor vellen spanning, CCD-detectie voor warmsealen, druksensoren voor hechten | Algemeen Klasse 7 (niveau 1.000) | 10-25 | 12-18 |
Casestudy: Een Europees automobielbedrijf was aanvankelijk van plan een cilindrische productielijn te introduceren. Maar omdat de lasopbrengst voor de 4680 methode met volledige tabellen slechts 85% was (minder dan de beoogde 95%), schakelden ze tijdelijk over op een productielijn met vierkante behuizing. Analyse door 【Vergelijkende casestudies】 toonde aan dat de technologie voor het lassen van vierkante omhullingen hoogontwikkeld was (opbrengst meer dan 98%). Ondanks een 5% lagere capaciteit in één enkele lijn, daalde de investering in apparatuur met 15%, wat leidde tot massaproductie binnen 6 maanden.
2. Capaciteit en ritme: Van “Theoretische piek” naar “Duurzame output”.”
Capaciteitsplanning moet de “UPH-obsessie” vermijden en zich in plaats daarvan richten op het in evenwicht brengen van kortetermijnbehoeften met langetermijnuitbreiding door middel van een 【Stappenplan voor investeringen】:
1. Definitie van de capaciteitslaag
- Theoretische piekcapaciteit: De maximale operationele limiet van de apparatuur (een bepaalde lijn heeft bijvoorbeeld een UPH van 30, wat betekent dat er 30 verpakkingen per uur worden geproduceerd), die alleen dient als referentie voor de apparatuurselectie.
- Duurzame capaciteit: Dit weerspiegelt de werkelijke output na rekening te hebben gehouden met factoren zoals omschakeling, onderhoud en materiaaltekorten, meestal rond 70%-85% van de theoretische piek (de aanbevolen bezettingsdoelstelling is gesteld op 75% als basislijn).
- Uitbreidingsreserve: In eerste instantie “kernprocessen + basisautomatisering” implementeren (bijv. alleen het lassen van modules automatiseren), zodat er 20%-30% capaciteit overblijft voor extra robots of geüpgradede tooling in de toekomst.
2. De hoeveelheid apparaten terugrekenen op basis van het ritme
Met een productielijn voor vierkante omhulsels als voorbeeld:
- Doel Duurzame Capaciteit: 20 UPH (gebruik 75%, theoretische piek 26,7 UPH)
- Cyclustijden van sleutelprocessen: Voor het lassen van de rail heb je 60 seconden per eenheid nodig, voor het bevestigen van de module 40 seconden per eenheid.
- Apparaatconfiguratie: Lasstation heeft 2 eenheden nodig (60 seconden/eenheid ÷ 3600 seconden/uur × 2 eenheden = 120 UPH, met reserve-redundantie); bevestigingsstation heeft 1 eenheid nodig (40 seconden/eenheid × 90 eenheden/uur = 3600 seconden, om aan de vraag te voldoen).
Gereedschapstoepassing: Gebruik de 【 Evaluatieformulier capaciteitsscenario】 om investeringen in apparatuur bij verschillende bezettingsgraden te vergelijken: als de bezettingsgraad stijgt van 70% naar 85%, is een extra lasstation nodig (wat 100.000 CNY extra kost, maar de jaarlijkse productie met 21% verhoogt, waardoor de terugverdientijd met 6 maanden wordt verkort).
3. Automatiseringsgraad: De kunst van het balanceren tussen starheid en flexibiliteit
Automatiseringsselectie moet de investeringsschaal en operationele flexibiliteit bepalen, waarbij productmodus en product iteratiesnelheid worden gecombineerd:
| Automatiseringstype | Toepasselijke scenario's | Belangrijkste voordelen | Belangrijkste kostenposten | Omschakeltijd |
|---|---|---|---|---|
| Automatisering met hoge stijfheid | Enkelvoudige voertuigtypes met hoog volume (bijv. jaarlijkse capaciteit van 100.000+) | Hoog rendement (toename van 20% UPH), lage arbeidskosten (80% minder mankracht) | Hoge initiële investering (30% duurder dan flexibele lijnen), hoge omschakelkosten (herprogrammering van gereedschap vereist) | 4-8 uur |
| Flexibel Modulair | Diverse kleine series (bijv. jaarlijkse capaciteit van 30.000-50.000, 3+ voertuigmodellen) | Snelle omschakeling, sterk aanpassingsvermogen aan nieuwe producten | Hoge onderhoudskosten voor modules (heeft reservemodules nodig), iets lagere efficiëntie (UPH daalt met 10%) | 30-60 minuten |
Implementatiestrategie: Adopteer een Gefaseerde upgrade: gebruik in eerste instantie “handmatig + semiautomatisch” voor kernprocessen (zoals handmatig aanvoeren + automatisch lassen). Nadat de opbrengst gestabiliseerd is (boven 98%), ga je verder met het upgraden van de laad- en ontlaadprocessen met robots. Een binnenlandse batterijfabrikant die deze strategie gebruikte, verminderde de initiële investering met 40% en behaalde de rendementsdoelstellingen binnen 6 maanden.
4. Procesroute: Technologieroute bepaalt productielijn “DNA”
Het kiezen van een procesroute moet de toekomstige productplanning voor de komende 3-5 jaar verankeren om te voorkomen dat productielijnen verouderd raken als gevolg van technologische iteraties:
- Traditionele Module-PACK Route: Volwassen en stabiel met lage investeringen (20% lager dan CTP), maar laag ruimtegebruik (modules nemen 15% verpakkingsvolume in). Geschikt voor kostengevoelige scenario's met langzame product iteraties.
- CTP (Cell to Pack): Elimineert de moduletrap, waardoor het ruimtegebruik toeneemt met 10%-15%, maar vereist aangepaste inrichtingen (zoals grote celpositionering), waardoor de investering in apparatuur toeneemt met 15%. Geschikt voor high-end modellen of behoeften op lange termijn.
- CTC (Cell to Chassis): Integreert de batterij rechtstreeks in het chassis, wat een diepgaande integratie met het chassisontwerp van het voertuig vereist, compatibel is met chassisproductielijnen, hoge investeringsrisico's met zich meebrengt (gezamenlijke ontwikkeling vereist), maar het totale voertuiggewicht met 10% kan verminderen.
Waarschuwing: Een Noord-Amerikaans startend autobedrijf legde te vroeg een CTC-productielijn aan zonder het ontwerp te synchroniseren met de chassisleveranciers, wat leidde tot incompatibiliteit van de tooling met het nieuwe chassis. De productielijn lag 6 maanden stil en veroorzaakte extra aanpassingskosten van 2 miljoen CNY. Het wordt aanbevolen om de Risicomatrix om de rijpheid van de technologie te beoordelen: CTC heeft momenteel een volwassenheidsniveau van slechts 3/5, en er moet een “technologiebevriezingsperiode” (bijvoorbeeld 12 maanden zonder chassisontwerpwijzigingen) worden vastgesteld voordat het systeem wordt geïmplementeerd.
5. Gegevens en traceerbaarheid: Waarde opwaarderen van “registreren” naar “voorspellen”.”
Datamogelijkheden bepalen de kwaliteitscontrole en naleving van de productielijn, met een duidelijke definitie van gegevensgranulariteit En traceerbaarheidsvereisten:
1. Dimensies van gegevensverzameling
- Procesparameters: Belangrijke parameters zoals lasstroom (±5A), aandraaimoment (±0,5N-m), sealtemperatuur (±1℃) moeten in real-time worden geüpload naar het MES.
- Inspectiegegevens: Röntgenfoto's van laspunten, resultaten van luchtdichtheidstests (leksnelheid <1×10-⁶Pa-m³/s), EOL-testgegevens (spanning, inwendige weerstand).
2. Traceerbaarheidsnauwkeurigheid
- Basisniveau: Traceer elke verpakking terug naar celbatchnummers en module-ID's.
- Gevorderd niveau: Elk laspunt en de procesparameters van elke schroef traceren (hiervoor moet het aantal sensoren worden verhoogd, wat resulteert in 10%-15% meer investering).
3. Digitale implementatie
Een 【Digital Twin Framework】: Fysieke apparatuur op de productielijn synchroniseren met virtuele modellen, real-time gegevens verzamelen via SCADA, procesoptimalisaties simuleren in een virtuele omgeving (bijv. lassnelheid aanpassen kan het aantal defecten met 5% verminderen). Een Duitse batterijfabriek heeft met succes de tijd voor het afstemmen van processen teruggebracht van 2 weken naar 3 dagen met behulp van een digitale twin.
Uiteindelijke logica van het selectiebesluit
De keuze voor een assemblagelijn voor batterijpakketten moet in lijn zijn met strategische afstemming:
- Als je je richt op kostleiderschap: Kies vierkante behuizing + traditionele route + automatisering met hoge stijfheid om CapEx en OpEx te beheersen.
- Als je je richt op technologisch leiderschap: Kies CTP/CTC + flexibel modulair + geavanceerde traceerbaarheid om kosten op korte termijn op te offeren voor concurrentievermogen op lange termijn.
- Als je je richt op snelle iteratie: Kies voor softpacks + semiautomatisering + basistraceerbaarheid om een evenwicht te vinden tussen flexibiliteit en investeringsrisico.
Uiteindelijk is er geen optimale oplossing voor de “stijl” van de productielijn; alleen de oplossing die het beste past bij de huidige fase. Door technologie-, kosten- en nalevingsrisico's te beoordelen met behulp van de 【Ranglijst met risicoprioriteiten】, De sleutel tot een succesvolle implementatie is het kiezen van een “risicobeheersbaar, rendementsduidelijk” plan.
Heb je een oplossing nodig voor de assemblage van batterijpakketten? U kunt contact opnemen met Comwin Groep.