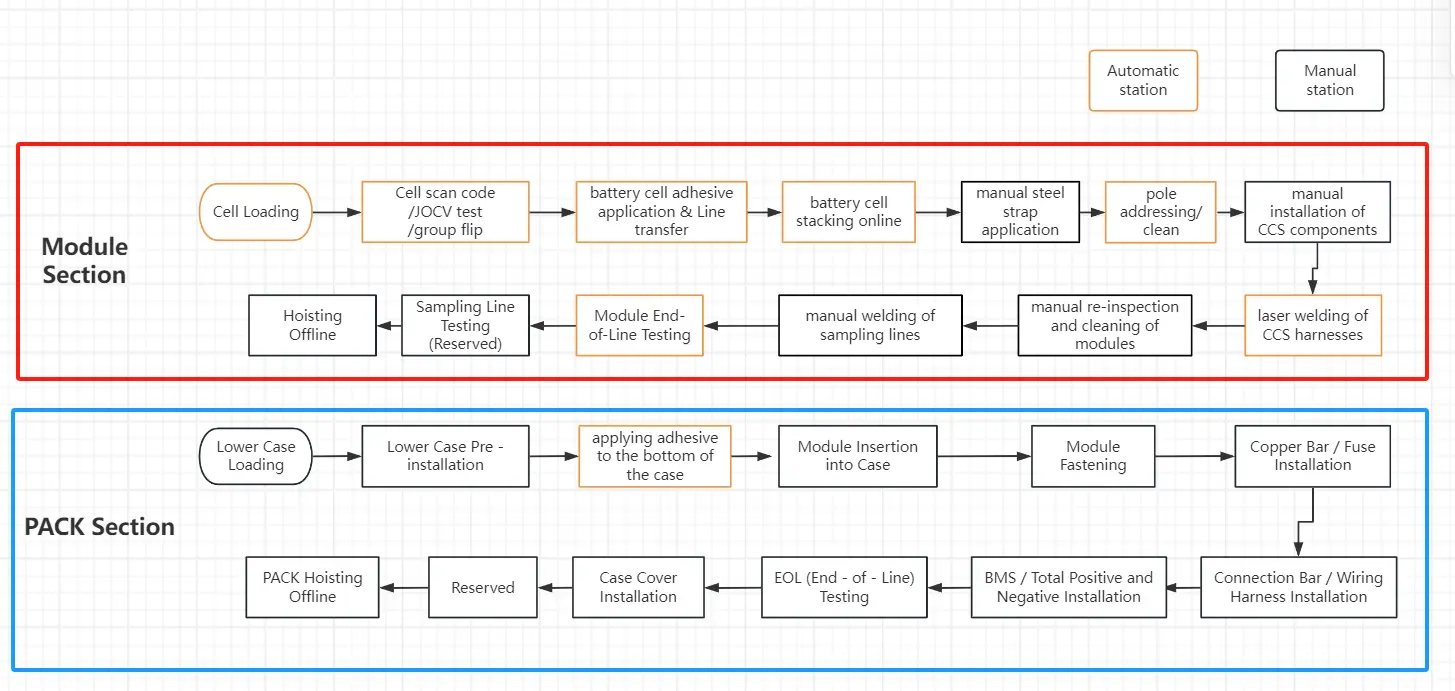
I. Prezentare generală și procese de bază ale liniei de asamblare a pachetelor de baterii
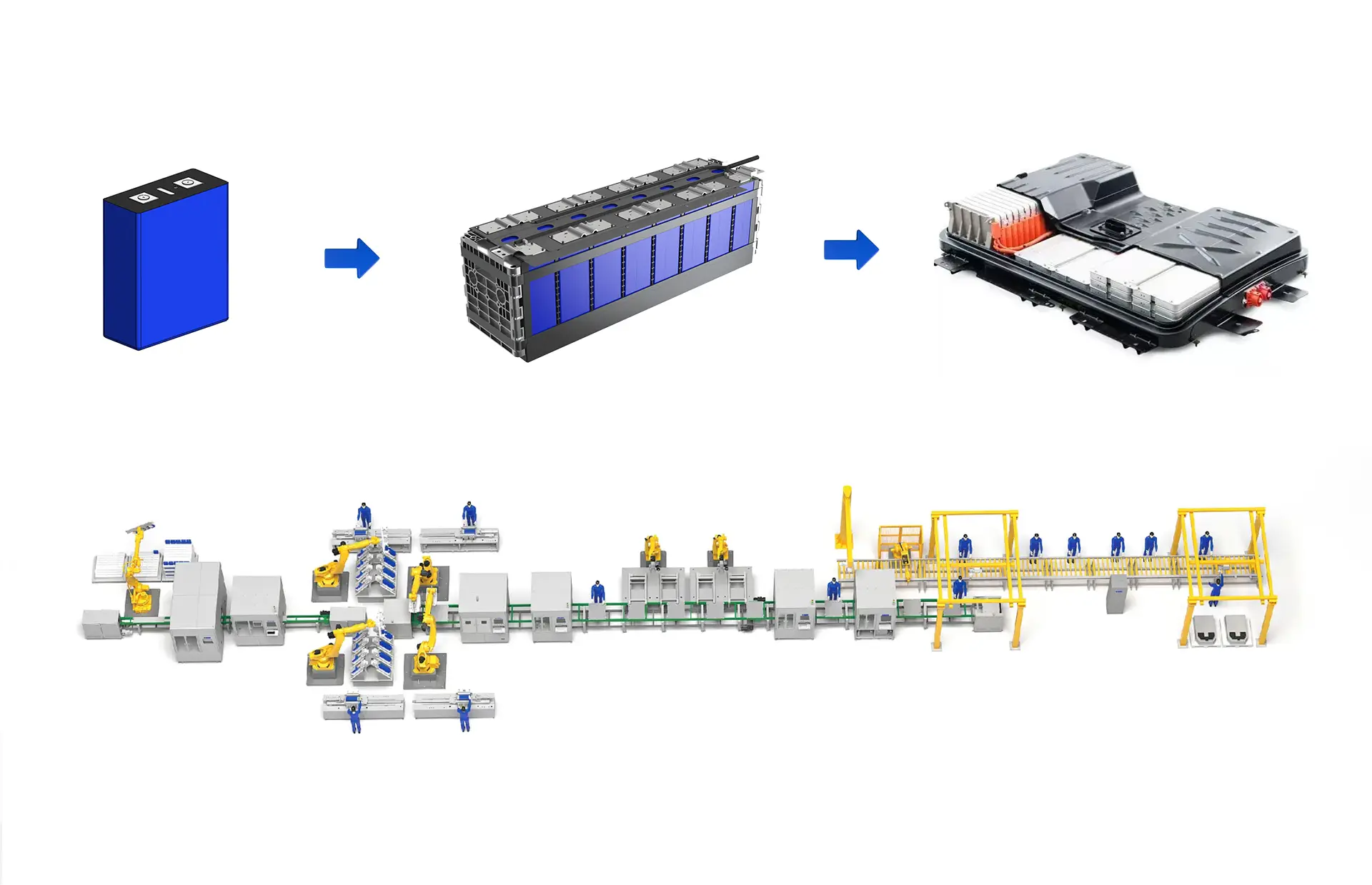
Cel/Cea/Cei/Cele linie de asamblare a pachetelor de baterii, cunoscută și sub denumirea de linie de asamblare PACK, este o linie de producție dedicată care, printr-o serie de procese automatizate sau semiautomatizate, asamblează mai multe celule individuale într-un pachet complet de baterii care poate fi utilizat direct. Aceasta integrează funcții precum manipularea celulelor, conexiunile electrice, asamblarea structurală, integrarea sistemului și testarea calității, servind drept unitate de producție de bază pentru a asigura performanța, siguranța și eficiența producției de pachete de baterii.
Cum să asamblați un pachet de baterii
Clarificarea cerințelor de bază: Produs și capacitate
- Tip de celulă: Linia de producție trebuie să corespundă formei produsului dumneavoastră.
- Carcasă pătrată Baterii: În prezent, principalul pe piață, cu o tehnologie matură și cerințe de înaltă precizie pentru stivuire și sudare.
- Baterii cilindrice: Linia de asamblare trebuie să gestioneze eficient un număr mare de celule mici, cu cerințe ridicate privind sortarea, secvențierea și ritmul de sudare.
- Soft-pack Baterii: Procesele de bază implică sudarea filelor și ambalarea în folie de aluminiu-plastic, cu cerințe stricte privind controlul prafului și sigilarea ambalajului.
- Obiective de capacitate: Distingeți între “vârf teoretic” și “capacitate durabilă”. Planificarea ar trebui să se bazeze pe obiectivele actuale și viitoare de producție zilnică/anuală pentru următorii 3-5 ani, luând în considerare rata globală de utilizare a echipamentului (de obicei, capacitatea proiectată ar trebui să fie cu aproximativ 20% mai mare decât cererea reală).
- Specificațiile produsului: Energia nominală (kWh), tensiunea, dimensiunile și alți parametri ai pachetului de baterii afectează în mod direct aspectul și proiectarea uneltelor liniei de producție.

Selectarea stilului liniei de asamblare a pachetelor de baterii
Alegerea stilului unei linii de asamblare a pachetelor de baterii se referă în principal la transformarea constrângerilor strategice în configurații executabile ale liniilor de producție. Nucleul trebuie să se concentreze pe trei aspecte fundamentale: forma produsului, ritmul capacității și traseul procesului, echilibrând în același timp costurile și flexibilitatea prin automatizare și capacități de date. Mai jos sunt prezentate detaliile detaliate ale fiecărei dimensiuni de selecție, împreună cu instrumente practice și studii de caz:
1. Forma produsului: Diferențele de proces definesc logica de bază a liniei de producție
Caracteristicile structurale ale diferitelor forme de baterii definesc în mod direct procesele de bază și selecția echipamentelor. Utilizați 【Matrice de comparare a tipurilor de linii de producție】 pentru a identifica rapid diferențele:
| Forma produsului | Diferențe între procesele de bază | Noduri cheie de automatizare | Cerințe de curățenie | Interval de capacitate pentru o singură linie (UPH) | Gama de costuri tipice (10,000 CNY/m) |
|---|---|---|---|---|---|
| Carcasă pătrată | Sudarea cu laser a barelor (controlul deformării termice), fixarea modulelor (precizia cuplului ±5%), testarea etanșării pachetului (IP67) | Stație automată de strângere a modulelor, inspecție online a calității sudării cu laser (recunoașterea vizuală AI a fisurilor cusăturilor de sudură) | Clasa locală 8 (nivel 10.000) | 15-30 | 8-12 |
| Cilindrice (de exemplu, 4680) | Sudare cu laser full-tab (sudare multi-stație sincronă), întărire cu adeziv (control al grosimii stratului de adeziv ± 0,1 mm), integrarea componentelor de management termic | Mașini de format file, sisteme de injecție a adezivului de mare viteză, detectarea structurii interne cu raze X | Clasamentul general Clasa 7 (nivel 1.000) | 20-40 | 10-15 |
| Cu ambalaj moale | Stivuirea foilor suprapuse (controlul tensiunii ±1N), sigilarea superioară și laterală (temperatura de sigilare termică ±2 ℃), lipirea plăcii de răcire cu lichid (uniformitatea presiunii < ±5kPa) | Sistem de control al tensiunii foii, detectare CCD a calității sigilării termice, senzori de presiune de lipire | Clasamentul general Clasa 7 (nivel 1.000) | 10-25 | 12-18 |
Studiu de caz: O companie auto europeană a planificat inițial să introducă o linie de producție cilindrică. Cu toate acestea, deoarece randamentul sudării pentru metoda 4680 full-tab a fost de numai 85% (sub obiectivul de 95%), au trecut temporar la o linie de producție cu carcasă pătrată. Analiza prin 【Studii de caz comparative】 a arătat că maturitatea tehnologiei de sudare a barelor cu carcasă pătrată a fost ridicată (randament de peste 98%). În ciuda unei capacități mai mici cu 5% pe o singură linie, investițiile în echipamente au scăzut cu 15%, ceea ce a condus la producția de masă în termen de 6 luni.
2. Capacitate și ritm: De la “vârful teoretic” la “producția durabilă”
Planificarea capacității trebuie să evite “obsesia UPH”, concentrându-se în schimb pe echilibrarea nevoilor pe termen scurt cu expansiunea pe termen lung prin intermediul unei 【 Foaie de parcurs fazată pentru investiții】:
1. Definirea stratului de capacitate
- Capacitatea teoretică de vârf: Limita maximă de funcționare a echipamentului (de exemplu, o anumită linie are un UPH de 30, ceea ce înseamnă 30 de pachete produse pe oră), care servește doar ca referință pentru selectarea echipamentului.
- Capacitate durabilă: Aceasta reflectă producția reală după luarea în considerare a unor factori precum schimbarea, întreținerea și lipsa de materiale, de obicei în jur de 70%-85% din vârful teoretic (obiectivul de utilizare recomandat este stabilit la 75% ca valoare de referință).
- Rezerva de expansiune: Implementați inițial “procese de bază + automatizare de bază” (de exemplu, doar automatizarea sudării modulelor), lăsând o capacitate de 20%-30% pentru roboți suplimentari sau unelte modernizate în viitor.
2. Calculează înapoi cantitatea de dispozitive pe baza ritmului
Utilizând ca exemplu o linie de producție de ambalaje cu carcasă pătrată:
- Ținta Capacitatea durabilă: 20 UPH (utilizare 75%, vârf teoretic 26,7 UPH)
- Timpii de ciclu ai proceselor cheie: Sudarea barelor necesită 60 de secunde per unitate, iar fixarea modulelor necesită 40 de secunde per unitate.
- Configurarea dispozitivului: Stația de sudură are nevoie de 2 unități (60 secunde/unitate ÷ 3600 secunde/oră × 2 unități = 120 UPH, cu redundanță de rezervă); stația de fixare are nevoie de 1 unitate (40 secunde/unitate × 90 unități/oră = 3600 secunde, satisfăcând cererea).
Aplicație instrument: Utilizați 【Formular de evaluare a scenariului de capacitate】 pentru a compara investițiile în echipamente la diferite rate de utilizare: dacă utilizarea crește de la 70% la 85%, ar fi necesară o stație de sudură suplimentară (care costă 100 000 CNY în plus, dar crește producția anuală cu 21%, scurtând perioada de recuperare cu 6 luni).
3. Gradul de automatizare: Arta de a echilibra rigiditatea vs. flexibilitatea
Alegerea automatizării trebuie să determine amploarea investiției și flexibilitatea operațională, combinând modul de producție și viteza de iterație a produsului:
| Tip de automatizare | Scenarii aplicabile | Avantaje principale | Principalele elemente de cost | Timp de schimbare |
|---|---|---|---|---|
| Automatizare cu rigiditate ridicată | Tipuri de vehicule unice cu volum mare (de exemplu, capacitate anuală de peste 100 000) | Eficiență ridicată (creștere de 20% UPH), costuri reduse cu forța de muncă (reducere de 80% a forței de muncă) | Investiție inițială ridicată (30% mai scumpă decât liniile flexibile), costuri de schimbare ridicate (necesită reprogramarea sculelor) | 4-8 ore |
| Flexibil Modular | Diverse loturi mici (de exemplu, capacitate anuală de 30.000-50.000, 3+ modele de vehicule) | Schimbare rapidă, adaptabilitate puternică la produse noi | Costuri ridicate de întreținere a modulelor (necesită module de rezervă), eficiență ușor mai scăzută (UPH scade cu 10%) | 30-60 minute |
Strategia de punere în aplicare: Adoptați un 【 Actualizare fazată】: utilizați inițial “manual + semiautomatizare” pentru procesele de bază (cum ar fi alimentarea manuală + sudarea automată). După stabilizarea randamentului (peste 98%), se trece la modernizarea proceselor de încărcare și descărcare cu roboți. Un producător național de baterii care utilizează această strategie a redus investiția inițială cu 40% și a atins obiectivele de randament în termen de 6 luni.
4. Ruta procesului: Ruta tehnologică determină linia de producție “ADN”
Alegerea unei rute de procesare trebuie să stea la baza planificării viitoare a produselor pentru următorii 3-5 ani, pentru a evita obsolescența liniilor de producție din cauza iterațiilor tehnologice:
- Modul tradițional-PACK Route: Matură și stabilă, cu investiții reduse (20% mai puțin decât CTP), dar utilizare redusă a spațiului (modulele ocupă 15% din volumul pachetului). Potrivit pentru scenarii sensibile la costuri cu iterații lente ale produselor.
- CTP (Cell to Pack): Elimină etapa modulului, crescând utilizarea spațiului cu 10%-15%, dar necesită dispozitive personalizate (cum ar fi unelte de poziționare a celulelor mari), crescând investiția în echipamente cu 15%. Potrivit pentru modelele high-end sau pentru nevoile pe termen lung.
- CTC (Cell to Chassis): Integrarea directă a bateriei în șasiu, care necesită o integrare profundă cu proiectarea șasiului vehiculului, compatibilă cu liniile de producție a șasiului, cu riscuri de investiții ridicate (este necesară dezvoltarea în comun), dar poate obține o reducere de 10% a greutății totale a vehiculului.
Avertisment de caz: O companie auto nord-americană aflată la început de drum a stabilit prematur o linie de producție CTC fără a sincroniza proiectarea cu furnizorii de șasiuri, ceea ce a dus la incompatibilitatea uneltelor cu noul șasiu. Linia de producție a fost inactivă timp de 6 luni, suportând costuri suplimentare de modificare de 2 milioane CNY. Este recomandat să se utilizeze 【Matricea de risc】 pentru a evalua maturitatea tehnologiei: CTC are în prezent un nivel de maturitate de numai 3/5, iar înainte de implementare ar trebui stabilită o “perioadă de înghețare a tehnologiei” (de exemplu, 12 luni fără modificări ale designului șasiului).
5. Date și trasabilitate: Creșterea valorii de la “înregistrare” la “predicție”
Capacitatea datelor determină controlul calității și conformitatea liniei de producție, cu o definiție clară a granularitatea datelor şi cerințe de trasabilitate:
1. Dimensiunile colectării datelor
- Parametrii procesului: Parametrii cheie precum curentul de sudare (±5A), cuplul de strângere (±0,5N-m), temperatura de termosudare (±1℃) trebuie încărcați în MES în timp real.
- Date de inspecție: Imagini cu raze X ale punctelor de sudură, rezultatele testelor de etanșeitate (rata de scurgere <1×10-⁶Pa-m³/s), datele testelor de sfârșit de linie (EOL) (tensiune, rezistență internă).
2. Granularitatea trasabilității
- Nivel de bază: Urmăriți fiecare pachet până la numerele de lot ale celulelor și ID-urile modulelor.
- Nivel avansat: Urmărirea fiecărui punct de sudură și a parametrilor de proces ai fiecărui șurub (ceea ce necesită creșterea numărului de senzori, rezultând într-o investiție 10%-15% mai mare).
3. Implementarea digitală
Adoptarea unui 【Digital Twin Framework】: Sincronizarea echipamentelor fizice de pe linia de producție cu modelele virtuale, colectarea datelor în timp real prin SCADA, simularea optimizărilor proceselor într-un mediu virtual (de exemplu, ajustarea vitezei de sudare ar putea reduce rata defectelor cu 5%). O fabrică germană de baterii a reușit să reducă timpul de reglare a proceselor de la 2 săptămâni la 3 zile utilizând un geamăn digital.
Logica finală a deciziei de selecție
Alegerea unei linii de asamblare a pachetelor de baterii trebuie să se alinieze cu potrivire strategică:
- Dacă vă concentrați pe conducerea costurilor: Alegeți carcasa pătrată + traseul tradițional + automatizarea cu rigiditate ridicată pentru a controla CapEx și OpEx.
- Dacă vă concentrați pe leadership tehnologic: Alegeți CTP/CTC + modular flexibil + trasabilitate avansată pentru a sacrifica costurile pe termen scurt în favoarea competitivității pe termen lung.
- Dacă vă concentrați pe iterație rapidă: Alegeți pachete flexibile + semi-automatizare + trasabilitate de bază pentru a echilibra flexibilitatea și riscul investiției.
În cele din urmă, nu există o soluție optimă pentru “stilul” liniei de producție; doar soluția care se potrivește cel mai bine stadiului actual. Prin evaluarea tehnologiei, a costurilor și a riscurilor de conformitate cu ajutorul 【Tabel de clasificare a priorităților de risc】, alegerea unui plan “cu risc controlabil și randament clar” este esențială pentru succesul implementării.
Aveți nevoie de o soluție de asamblare a pachetelor de baterii? Puteți contacta Grupul Comwin.