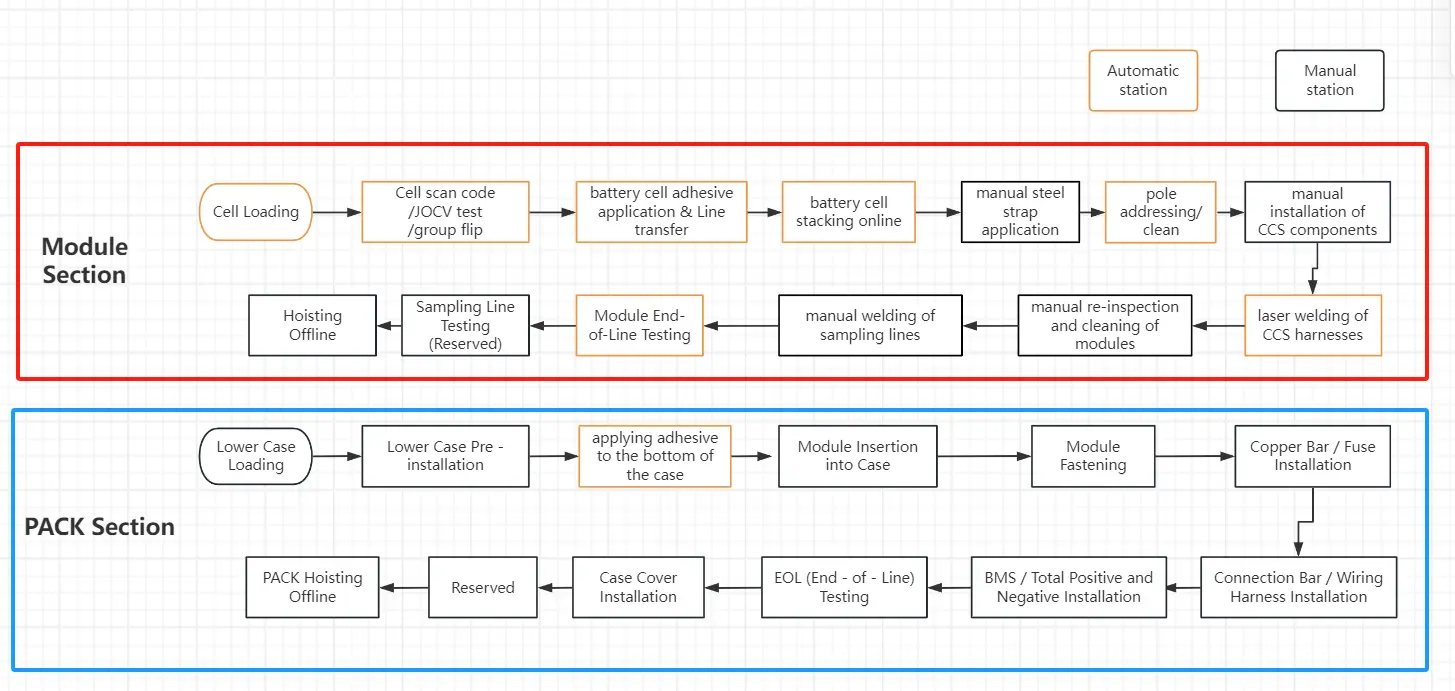
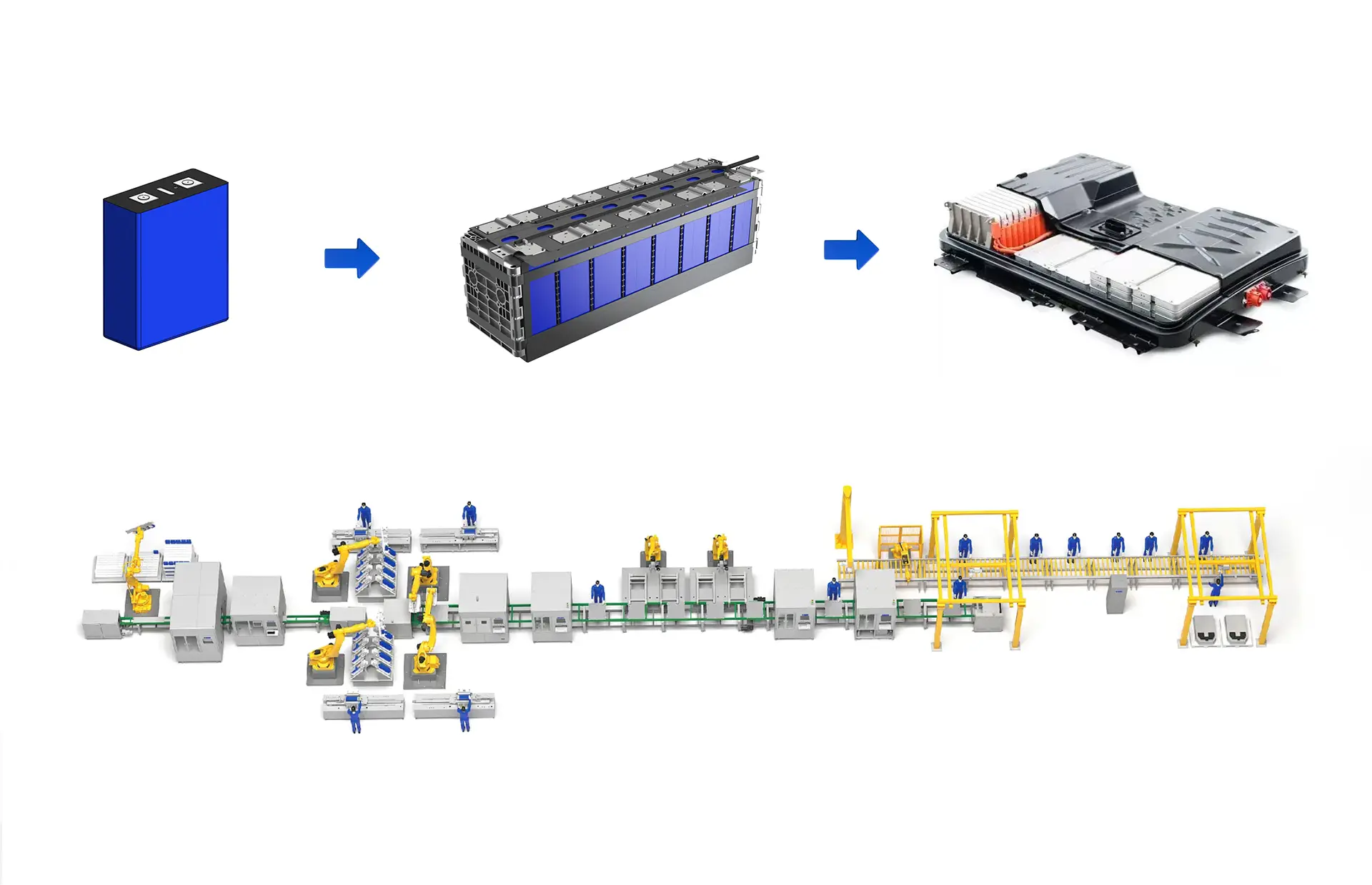
I. ภาพรวมและกระบวนการหลักของสายการประกอบแบตเตอรี่แพ็ค
การ สายการประกอบแบตเตอรี่แพ็ค, หรือที่รู้จักกันในชื่อสายการผลิตแบบ PACK คือสายการผลิตเฉพาะทางที่ประกอบเซลล์แบตเตอรี่แต่ละเซลล์เข้าด้วยกันเป็นชุดแบตเตอรี่ที่สมบูรณ์ ซึ่งสามารถนำไปใช้งานได้โดยตรงผ่านกระบวนการอัตโนมัติหรือกึ่งอัตโนมัติหลายขั้นตอน สายการผลิตนี้ผสานการทำงานหลายด้านเข้าด้วยกัน เช่น การจัดการเซลล์ การเชื่อมต่อทางไฟฟ้า การประกอบโครงสร้าง การบูรณาการระบบ และการทดสอบคุณภาพ ทำหน้าที่เป็นหน่วยการผลิตหลักเพื่อรับประกันประสิทธิภาพ ความปลอดภัย และประสิทธิภาพการผลิตของชุดแบตเตอรี่.
วิธีประกอบแบตเตอรี่แพ็ค
การชี้แจงข้อกำหนดหลัก: ผลิตภัณฑ์และกำลังการผลิต
- ชนิดของเซลล์: สายการผลิตต้องตรงกับรูปแบบผลิตภัณฑ์ของคุณ.
- แบตเตอรี่ทรงสี่เหลี่ยม ปัจจุบันเป็นกระแสหลักในตลาด ด้วยเทคโนโลยีที่พัฒนาเต็มที่และความต้องการความแม่นยำสูงสำหรับการจัดเรียงและการเชื่อม.
- แบตเตอรี่ทรงกระบอก: สายการผลิตต้องจัดการเซลล์ขนาดเล็กจำนวนมากอย่างมีประสิทธิภาพ โดยมีข้อกำหนดสูงในการคัดแยก การเรียงลำดับ และจังหวะการเชื่อม.
- แบตเตอรี่แบบแพ็คนุ่ม กระบวนการหลักประกอบด้วยการเชื่อมแท็บและการบรรจุภัณฑ์ฟิล์มอลูมิเนียม-พลาสติก โดยมีข้อกำหนดที่เข้มงวดในการควบคุมฝุ่นและการปิดผนึกบรรจุภัณฑ์.
- เป้าหมายด้านขีดความสามารถ: แยกแยะระหว่าง “จุดสูงสุดทางทฤษฎี” และ “ขีดความสามารถที่ยั่งยืน” การวางแผนควรอยู่บนพื้นฐานของเป้าหมายผลผลิตรายวัน/รายปีในปัจจุบันและอนาคตสำหรับ 3-5 ปีข้างหน้า โดยพิจารณาอัตราการใช้ประโยชน์โดยรวมของอุปกรณ์ (โดยทั่วไป ความสามารถที่ออกแบบไว้ควรสูงกว่าความต้องการจริงประมาณ 20%).
- ข้อมูลจำเพาะของสินค้า: พลังงานที่กำหนด (kWh), แรงดันไฟฟ้า, ขนาด, และพารามิเตอร์อื่น ๆ ของแพ็กเกจแบตเตอรีมีผลกระทบโดยตรงต่อการจัดวางและการออกแบบเครื่องมือของสายการผลิต.

การเลือกสไตล์สายการผลิตสำหรับชุดประกอบแบตเตอรี่
การเลือกสไตล์ของสายการประกอบแบตเตอรี่แพ็คนั้นโดยพื้นฐานแล้วเกี่ยวกับ เปลี่ยนข้อจำกัดเชิงกลยุทธ์ให้กลายเป็นรูปแบบสายการผลิตที่สามารถดำเนินการได้. แกนหลักต้องมุ่งเน้นไปที่สามแง่มุมพื้นฐาน: รูปแบบผลิตภัณฑ์, จังหวะการผลิต, และเส้นทางการผลิต, โดยต้องบาลานซ์ระหว่างต้นทุนและความยืดหยุ่นผ่านการใช้ระบบอัตโนมัติและความสามารถทางข้อมูล. ด้านล่างนี้คือรายละเอียดเชิงลึกของแต่ละมิติการคัดเลือก, พร้อมด้วยเครื่องมือที่ใช้ได้จริงและกรณีศึกษา:
1. รูปแบบผลิตภัณฑ์: ความแตกต่างในกระบวนการกำหนดตรรกะพื้นฐานของสายการผลิต
ลักษณะโครงสร้างของรูปแบบแบตเตอรี่ที่แตกต่างกันกำหนดกระบวนการหลักและการเลือกอุปกรณ์โดยตรง ใช้ 【ตารางเปรียบเทียบประเภทสายการผลิต】 เพื่อระบุความแตกต่างอย่างรวดเร็ว:
| รูปแบบผลิตภัณฑ์ | ความแตกต่างของกระบวนการหลัก | โหนดอัตโนมัติหลัก | ข้อกำหนดความสะอาด | ช่วงกำลังการผลิตต่อหน่วย (UPH) | ช่วงราคาโดยทั่วไป (10,000 หยวน/เมตร) |
|---|---|---|---|---|---|
| ท่อสี่เหลี่ยม | การเชื่อมบัสบาร์ด้วยเลเซอร์ (ควบคุมการเปลี่ยนรูปจากความร้อน), การยึดโมดูล (ความแม่นยำของแรงบิด ±5%), การทดสอบการซีลแพ็ค (IP67) | สถานีขันโมดูลอัตโนมัติ, การตรวจสอบคุณภาพการเชื่อมด้วยเลเซอร์ออนไลน์ (การจดจำรอยเชื่อมด้วยระบบ AI) | คลาสท้องถิ่น ระดับ 8 (ระดับ 10,000) | 15–30 | 8–12 |
| ทรงกระบอก (เช่น 4680) | การเชื่อมเลเซอร์แบบเต็มแท็บ (การเชื่อมหลายสถานีแบบซิงโครนัส), การบ่มกาว (ควบคุมความหนาของชั้นกาว ±0.1 มม.), การรวมส่วนประกอบการจัดการความร้อน | เครื่องขึ้นรูปขอบ, ระบบฉีดกาวความเร็วสูง, การตรวจจับโครงสร้างภายในด้วยรังสีเอกซ์ | โดยรวม ระดับ 7 (ระดับ 1,000) | 20–40 | 10–15 |
| บรรจุแบบนุ่ม | การซ้อนแผ่นทับซ้อนกัน (ควบคุมแรงตึง ±1N), การปิดผนึกด้านบนและด้านข้าง (อุณหภูมิการปิดผนึกด้วยความร้อน ±2℃), การเชื่อมต่อแผ่นทำความเย็นของเหลว (ความสม่ำเสมอของแรงกด < ±5kPa) | ระบบควบคุมความตึงของแผ่น, การตรวจจับคุณภาพการซีลด้วยความร้อนด้วย CCD, เซ็นเซอร์แรงกดการยึดติด | โดยรวม ระดับ 7 (ระดับ 1,000) | 10–25 | 12–18 |
กรณีศึกษา: บริษัทรถยนต์จากยุโรปได้วางแผนไว้ในตอนแรกว่าจะนำสายการผลิตแบบทรงกระบอกมาใช้ อย่างไรก็ตาม เนื่องจากผลผลิตการเชื่อมสำหรับวิธีการเต็มแท็บ 4680 มีเพียง 85% (ต่ำกว่าเป้าหมายที่ 95%) พวกเขาจึงเปลี่ยนไปใช้สายการผลิตแบบตัวเรือนสี่เหลี่ยมชั่วคราว การวิเคราะห์ผ่าน 【กรณีศึกษาเชิงเปรียบเทียบ】 แสดงให้เห็นว่าเทคโนโลยีการเชื่อมบัสบาร์ของปลอกสี่เหลี่ยมมีความสมบูรณ์สูง (ผลผลิตมากกว่า 98%) แม้ว่าจะมีกำลังการผลิตต่อสายเดียวต่ำกว่า 5% แต่การลงทุนในอุปกรณ์ลดลง 15% ส่งผลให้สามารถผลิตในปริมาณมากได้ภายใน 6 เดือน.
2. ความสามารถและจังหวะ: จาก “จุดสูงสุดทางทฤษฎี” สู่ “ผลผลิตที่ยั่งยืน”
การวางแผนกำลังการผลิตต้องหลีกเลี่ยง “ความหมกมุ่นกับ UPH” โดยมุ่งเน้นที่การสร้างความสมดุลระหว่างความต้องการระยะสั้นกับการขยายตัวระยะยาวผ่าน 【แผนการลงทุนแบบเป็นระยะ】:
1. คำจำกัดความของชั้นความสามารถ
- ขีดความสามารถสูงสุดตามทฤษฎี: ขีดจำกัดการทำงานสูงสุดของอุปกรณ์ (เช่น สายการผลิตหนึ่งมี UPH 30 หมายถึง ผลิตได้ 30 แพ็คต่อชั่วโมง) ซึ่งใช้เป็นเพียงข้อมูลอ้างอิงสำหรับการเลือกอุปกรณ์เท่านั้น.
- ศักยภาพที่ยั่งยืน: นี่สะท้อนถึงผลผลิตจริงหลังจากพิจารณาปัจจัยต่าง ๆ เช่น การเปลี่ยนเครื่องจักร, การบำรุงรักษา, และการขาดแคลนวัสดุ โดยทั่วไปอยู่ที่ประมาณ 70%-85% ของค่าสูงสุดทางทฤษฎี (เป้าหมายการใช้ประโยชน์ที่แนะนำถูกตั้งไว้ที่ 75% เป็นข้อมูลพื้นฐาน).
- ทุนสำรองเพื่อการขยายตัว เริ่มต้นดำเนินการ “กระบวนการหลัก + อัตโนมัติพื้นฐาน” (เช่น อัตโนมัติเฉพาะการเชื่อมโมดูล) โดยเหลือพื้นที่ 20%-30% สำหรับหุ่นยนต์เพิ่มเติมหรือเครื่องมือที่อัปเกรดในอนาคต.
2. คำนวณจำนวนอุปกรณ์ย้อนกลับตามจังหวะ
การใช้สายการผลิตแพ็คเคสสี่เหลี่ยมเป็นตัวอย่าง:
- เป้าหมายขีดความสามารถที่ยั่งยืน: 20 UPH (การใช้งาน 75%, จุดสูงสุดตามทฤษฎี 26.7 UPH)
- ระยะเวลาของรอบกระบวนการหลัก: การเชื่อมบัสบาร์ต้องใช้เวลา 60 วินาทีต่อหน่วย การยึดโมดูลต้องใช้เวลา 40 วินาทีต่อหน่วย.
- การกำหนดค่าอุปกรณ์: สถานีเชื่อมต้องการ 2 หน่วย (60 วินาที/หน่วย ÷ 3600 วินาที/ชั่วโมง × 2 หน่วย = 120 UPH, พร้อมสำรองความซ้ำซ้อน); สถานียึดต้องการ 1 หน่วย (40 วินาที/หน่วย × 90 หน่วย/ชั่วโมง = 3600 วินาที, ตอบสนองความต้องการ).
การใช้งานเครื่องมือ: ใช้ 【แบบฟอร์มการประเมินสถานการณ์ความจุ】 เพื่อเปรียบเทียบการลงทุนในอุปกรณ์ที่อัตราการใช้งานต่างกัน: หากอัตราการใช้งานเพิ่มขึ้นจาก 70% เป็น 85% จะต้องมีสถานีเชื่อมเพิ่มเติม (ซึ่งมีค่าใช้จ่ายเพิ่มเติม 100,000 CNY แต่เพิ่มผลผลิตประจำปีเป็น 21% และลดระยะเวลาคืนทุนลง 6 เดือน).
3. ระดับของระบบอัตโนมัติ: ศิลปะแห่งการสมดุลระหว่างความเข้มงวดกับความยืดหยุ่น
การเลือกระบบอัตโนมัติต้องกำหนดขนาดการลงทุนและความยืดหยุ่นในการดำเนินงาน โดยผสมผสานระหว่างรูปแบบผลิตภัณฑ์และความเร็วในการพัฒนาผลิตภัณฑ์:
| ประเภทของระบบอัตโนมัติ | สถานการณ์ที่สามารถใช้ได้ | ข้อได้เปรียบหลัก | รายการต้นทุนหลัก | เวลาเปลี่ยนกะ |
|---|---|---|---|---|
| ระบบอัตโนมัติที่มีความแข็งแกร่งสูง | ประเภทยานพาหนะที่มีปริมาณสูง (เช่น ความจุต่อปี 100,000 คันขึ้นไป) | ประสิทธิภาพสูง (เพิ่ม 20% UPH), ต้นทุนแรงงานต่ำ (ลด 80% ในกำลังคน) | การลงทุนเริ่มต้นสูง (30% แพงกว่าสายการผลิตแบบยืดหยุ่น), ค่าใช้จ่ายในการเปลี่ยนสายการผลิตสูง (ต้องใช้เครื่องมือโปรแกรมใหม่) | 4–8 ชั่วโมง |
| ยืดหยุ่นแบบโมดูลาร์ | หลากหลายขนาดเล็ก (เช่น กำลังการผลิตต่อปี 30,000–50,000, รุ่นรถยนต์ 3+ รุ่น) | เปลี่ยนงานได้อย่างรวดเร็ว, มีความยืดหยุ่นสูงในการปรับตัวกับผลิตภัณฑ์ใหม่ | ค่าบำรุงรักษาโมดูลสูง (ต้องการโมดูลสำรอง) ประสิทธิภาพต่ำกว่าเล็กน้อย (UPH ลดลง 10%) | 30–60 นาที |
กลยุทธ์การดำเนินการ: รับเลี้ยง 【การอัปเกรดแบบเป็นระยะ】: ในขั้นต้นใช้ “การทำงานด้วยมือ + การกึ่งอัตโนมัติ” สำหรับกระบวนการหลัก (เช่น การป้อนด้วยมือ + การเชื่อมอัตโนมัติ) หลังจากที่ผลผลิตคงที่ (มากกว่า 98%) ให้ดำเนินการอัปเกรดกระบวนการโหลดและขนถ่ายด้วยหุ่นยนต์ ผู้ผลิตแบตเตอรี่ในประเทศที่ใช้กลยุทธ์นี้สามารถลดการลงทุนเริ่มต้นลงได้ 40% และบรรลุเป้าหมายผลผลิตภายใน 6 เดือน.
4. เส้นทางการผลิต: เส้นทางเทคโนโลยีกำหนด “ดีเอ็นเอ” ของสายการผลิต”
การเลือกเส้นทางการผลิตต้องเป็นรากฐานสำหรับการวางแผนผลิตภัณฑ์ในอนาคตในระยะเวลา 3–5 ปีข้างหน้า เพื่อหลีกเลี่ยงการล้าสมัยของสายการผลิตเนื่องจากการเปลี่ยนแปลงทางเทคโนโลยี:
- เส้นทางโมดูล-แพ็คแบบดั้งเดิม: มีความเป็นผู้ใหญ่และเสถียรภาพสูงพร้อมการลงทุนต่ำ (20% ต่ำกว่า CTP) แต่มีการใช้พื้นที่ต่ำ (โมดูลใช้พื้นที่ 15% ของปริมาตรแพ็ก) เหมาะสำหรับสถานการณ์ที่คำนึงถึงต้นทุนเป็นหลักและการพัฒนาผลิตภัณฑ์ที่ช้า.
- CTP (เซลล์ถึงแพ็ค): กำจัดขั้นตอนการติดตั้งโมดูล เพิ่มการใช้พื้นที่ 10%–15% แต่ต้องใช้ฟิกซ์เจอร์แบบกำหนดเอง (เช่น เครื่องมือจัดตำแหน่งเซลล์ขนาดใหญ่) ทำให้การลงทุนในอุปกรณ์เพิ่มขึ้น 15% เหมาะสำหรับรุ่นระดับสูงหรือความต้องการระยะยาว.
- CTC (เซลล์ถึงแชสซี): ผสานแบตเตอรี่เข้ากับตัวถังโดยตรง ซึ่งต้องมีการบูรณาการอย่างลึกซึ้งกับการออกแบบตัวถังของยานพาหนะ สามารถใช้งานร่วมกับสายการผลิตตัวถังได้ มีความเสี่ยงในการลงทุนสูง (ต้องมีการพัฒนาแบบร่วมมือ) แต่สามารถลดน้ำหนักรวมของยานพาหนะได้ถึง 10%.
คำเตือนกรณี: บริษัทสตาร์ทอัพผลิตรถยนต์ในอเมริกาเหนือได้วางแผนสายการผลิต CTC ก่อนกำหนดโดยไม่ประสานงานด้านการออกแบบกับซัพพลายเออร์แชสซี ส่งผลให้เครื่องมือไม่เข้ากันกับแชสซีใหม่ สายการผลิตต้องหยุดชะงักเป็นเวลา 6 เดือน ทำให้เกิดค่าใช้จ่ายในการปรับเปลี่ยนเพิ่มเติม 2 ล้านหยวนจีน ขอแนะนำให้ใช้ 【เมทริกซ์ความเสี่ยง】 เพื่อประเมินความพร้อมของเทคโนโลยี: ปัจจุบัน CTC มีระดับความพร้อมเพียง 3/5 และควรกำหนด “ช่วงเวลาหยุดพัฒนาเทคโนโลยี” (เช่น 12 เดือนโดยไม่มีการเปลี่ยนแปลงการออกแบบแชสซี) ก่อนการนำไปใช้งาน.
5. ข้อมูลและการตรวจสอบย้อนกลับ: ยกระดับคุณค่าจากการ “บันทึก” สู่การ “คาดการณ์”
ความสามารถของข้อมูลเป็นตัวกำหนดการควบคุมคุณภาพและการปฏิบัติตามข้อกำหนดของสายการผลิต โดยมีคำจำกัดความที่ชัดเจนของ ความละเอียดของข้อมูล และ ข้อกำหนดด้านการตรวจสอบย้อนกลับ:
1. มิติการเก็บรวบรวมข้อมูล
- พารามิเตอร์ของกระบวนการ: พารามิเตอร์สำคัญ เช่น กระแสไฟฟ้าในการเชื่อม (±5A), แรงบิดในการขัน (±0.5N·ม), อุณหภูมิการซีลความร้อน (±1℃) ต้องถูกอัปโหลดไปยัง MES แบบเรียลไทม์.
- ข้อมูลการตรวจสอบ: ภาพเอ็กซเรย์ของจุดเชื่อม, ผลการทดสอบการกันอากาศรั่ว (อัตราการรั่ว <1×10⁻⁶Pa·m³/s), ข้อมูลการทดสอบปลายสาย (EOL) (แรงดันไฟฟ้า, ความต้านทานภายใน).
2. ระดับความละเอียดของการตรวจสอบย้อนกลับ
- ระดับพื้นฐาน: ติดตามแต่ละแพ็คกลับไปยังหมายเลขแบทช์เซลล์และรหัสโมดูล.
- ระดับสูง: ติดตามจุดเชื่อมแต่ละจุดและพารามิเตอร์กระบวนการของสกรูแต่ละตัว (ซึ่งต้องเพิ่มจำนวนเซ็นเซอร์ ส่งผลให้ต้องลงทุนเพิ่มอีก 10%–15%).
3. การดำเนินการในรูปแบบดิจิทัล
การนำระบบ 【กรอบการทำงานดิจิทัลทวิน】: ซิงโครไนซ์อุปกรณ์ทางกายภาพบนสายการผลิตกับแบบจำลองเสมือนจริง โดยรวบรวมข้อมูลแบบเรียลไทม์ผ่าน SCADA และจำลองการปรับปรุงกระบวนการในสภาพแวดล้อมเสมือน (เช่น การปรับความเร็วในการเชื่อมอาจลดอัตราการเกิดข้อบกพร่องได้ถึง 5%) โรงงานแบตเตอรี่ในเยอรมันประสบความสำเร็จในการลดเวลาการปรับกระบวนการจาก 2 สัปดาห์เหลือเพียง 3 วันโดยใช้ดิจิทัลทวิน.
ตรรกะสุดท้ายของการตัดสินใจคัดเลือก
การเลือกสายการประกอบแบตเตอรี่แพ็คต้องสอดคล้องกับ การจับคู่เชิงกลยุทธ์:
- หากมุ่งเน้นที่ การนำต้นทุนเป็นผู้นำ: เลือกใช้ท่อสี่เหลี่ยม + เส้นทางแบบดั้งเดิม + ระบบอัตโนมัติที่มีความแข็งแกร่งสูง เพื่อควบคุมค่าใช้จ่ายในการลงทุน (CapEx) และค่าใช้จ่ายในการดำเนินงาน (OpEx).
- หากมุ่งเน้นที่ ความเป็นผู้นำด้านเทคโนโลยี: เลือก CTP/CTC + โมดูลที่ยืดหยุ่น + การติดตามขั้นสูง เพื่อแลกกับต้นทุนระยะสั้นเพื่อความสามารถในการแข่งขันระยะยาว.
- หากมุ่งเน้นที่ การทำซ้ำอย่างรวดเร็ว: เลือกแพ็คเกจที่นุ่มนวล + ระบบกึ่งอัตโนมัติ + การติดตามตรวจสอบขั้นพื้นฐาน เพื่อสร้างสมดุลระหว่างความยืดหยุ่นและความเสี่ยงในการลงทุน.
ในที่สุดแล้ว ไม่มีวิธีแก้ปัญหาที่ดีที่สุดสำหรับ “รูปแบบ” ของสายการผลิต มีเพียง วิธีแก้ปัญหาที่เหมาะสมที่สุดกับระยะปัจจุบัน. โดยการประเมินเทคโนโลยี, ค่าใช้จ่าย, และความเสี่ยงทางการปฏิบัติตามกฎระเบียบโดยใช้ 【ตารางการจัดลำดับความเสี่ยงตามความสำคัญ】, การเลือกแผนที่ “ควบคุมความเสี่ยงได้, ผลตอบแทนชัดเจน” เป็นกุญแจสำคัญสู่การนำไปใช้ที่ประสบความสำเร็จ.
คุณต้องการโซลูชันการประกอบแบตเตอรี่แพ็คหรือไม่? คุณสามารถติดต่อ กลุ่มคอมวิน.