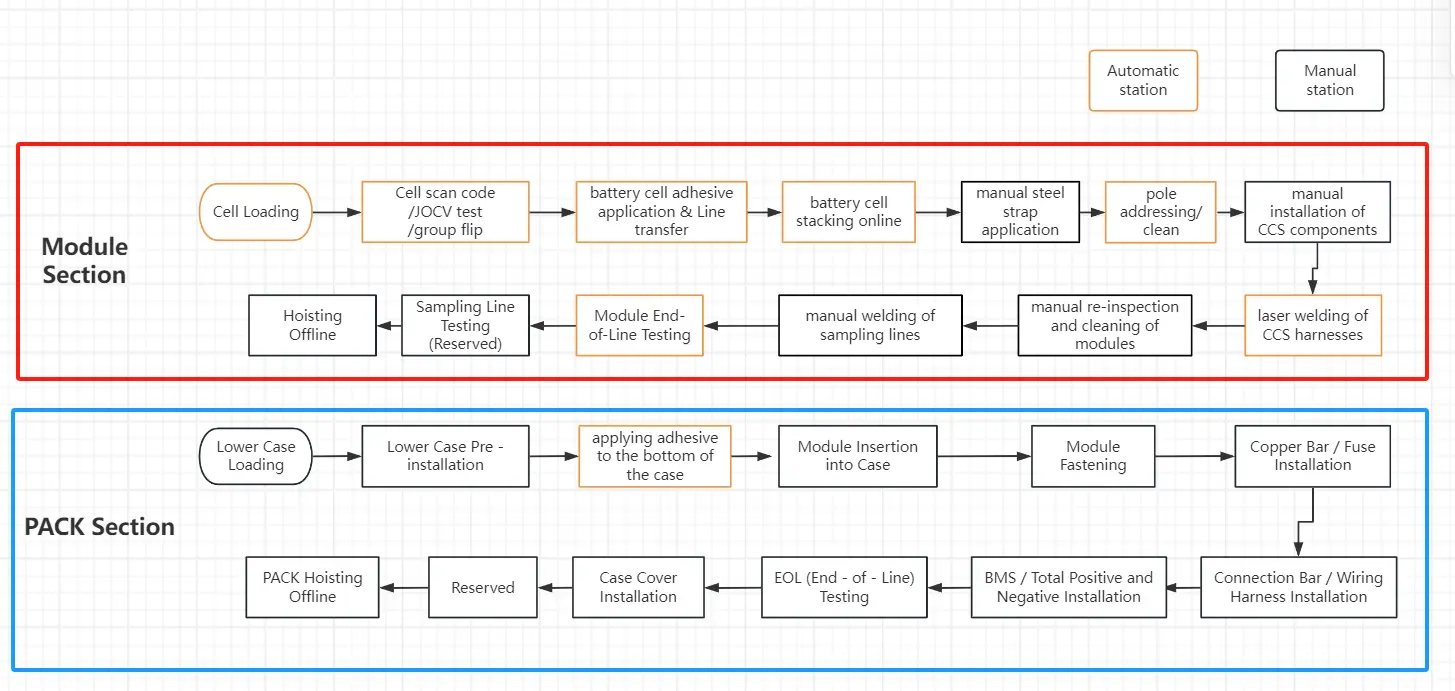
I. Przegląd i podstawowe procesy linii montażowej akumulatorów
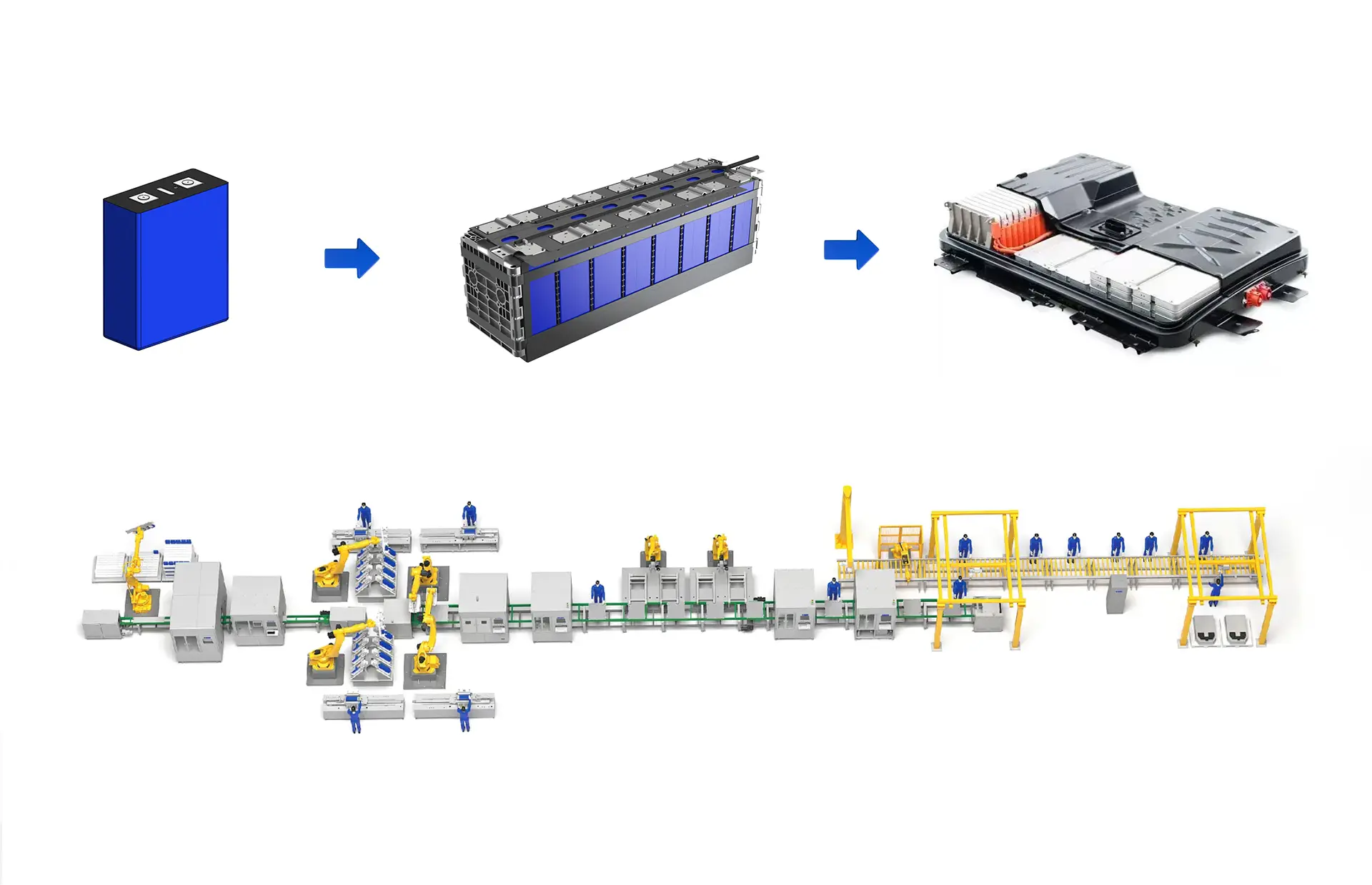
Ten linia montażowa akumulatorów, znana również jako linia montażowa PACK, to dedykowana linia produkcyjna, która montuje wiele pojedynczych ogniw w kompletny zestaw akumulatorów, który może być używany bezpośrednio poprzez serię zautomatyzowanych lub półautomatycznych procesów. Integruje ona funkcje takie jak obsługa ogniw, połączenia elektryczne, montaż strukturalny, integracja systemu i testowanie jakości, służąc jako podstawowa jednostka produkcyjna zapewniająca wydajność, bezpieczeństwo i wydajność produkcji zestawów akumulatorów.
Jak złożyć zestaw baterii
Wyjaśnienie podstawowych wymagań: Produkt i pojemność
- Typ komórki: Linia produkcyjna musi odpowiadać formie produktu.
- Kwadratowa obudowa Baterie: Obecnie główny nurt na rynku, z dojrzałą technologią i wysokimi wymaganiami dotyczącymi precyzji układania i spawania.
- Baterie cylindryczne: Linia montażowa musi wydajnie obsługiwać dużą liczbę małych komórek, z wysokimi wymaganiami dotyczącymi sortowania, sekwencjonowania i rytmu spawania.
- Baterie w miękkim opakowaniu: Główne procesy obejmują zgrzewanie zakładek i pakowanie w folię aluminiowo-plastikową, z rygorystycznymi wymaganiami dotyczącymi kontroli zapylenia i uszczelniania opakowań.
- Cele w zakresie wydajności: Rozróżnienie między “teoretycznym szczytem” a “zrównoważoną wydajnością”. Planowanie powinno opierać się na bieżących i przyszłych dziennych/rocznych celach wyjściowych na następne 3-5 lat, biorąc pod uwagę ogólny wskaźnik wykorzystania sprzętu (zazwyczaj projektowana wydajność powinna być o około 20% wyższa niż rzeczywiste zapotrzebowanie).
- Specyfikacja produktu: Energia znamionowa (kWh), napięcie, wymiary i inne parametry zestawu akumulatorów mają bezpośredni wpływ na układ i projekt oprzyrządowania linii produkcyjnej.

Wybór stylu linii montażowej akumulatora
Wybór stylu linii montażowej akumulatorów jest zasadniczo kwestią przekształcanie strategicznych ograniczeń w wykonywalne konfiguracje linii produkcyjnych. Rdzeń musi koncentrować się na trzech podstawowych aspektach: formie produktu, rytmie wydajności i trasie procesu, przy jednoczesnym równoważeniu kosztów i elastyczności dzięki automatyzacji i możliwościom danych. Poniżej znajdują się szczegółowe informacje na temat każdego wymiaru wyboru, wraz z praktycznymi narzędziami i studiami przypadków:
1. Forma produktu: Różnice w procesie definiują podstawową logikę linii produkcyjnej
Właściwości strukturalne różnych form baterii bezpośrednio określają podstawowe procesy i wybór sprzętu. Użycie 【Matryca porównawcza typów linii produkcyjnych】 aby szybko zidentyfikować różnice:
| Forma produktu | Podstawowe różnice w procesach | Kluczowe węzły automatyki | Wymagania dotyczące czystości | Zakres wydajności pojedynczej linii (UPH) | Typowy zakres kosztów (10 000 CNY/m) |
|---|---|---|---|---|---|
| Kwadratowa obudowa | Spawanie laserowe szyn zbiorczych (kontrola odkształceń termicznych), mocowanie modułów (dokładność momentu obrotowego ±5%), testowanie szczelności opakowania (IP67) | Automatyczna stacja dokręcania modułów, laserowa kontrola jakości spawania online (wizualne rozpoznawanie pęknięć szwów spawalniczych przez sztuczną inteligencję) | Klasa lokalna 8 (poziom 10 000) | 15-30 | 8-12 |
| Cylindryczny (np. 4680) | Pełne spawanie laserowe (synchroniczne spawanie wielostanowiskowe), utwardzanie kleju (kontrola grubości warstwy kleju ±0,1 mm), integracja komponentów zarządzania termicznego | Maszyny do formowania zakładek, szybkie systemy wtrysku kleju, wykrywanie struktury wewnętrznej za pomocą promieni rentgenowskich | Klasa ogólna 7 (poziom 1000) | 20-40 | 10-15 |
| Miękkie opakowanie | Układanie arkuszy na zakładkę (kontrola naprężenia ±1N), zgrzewanie górne i boczne (temperatura zgrzewania ±2 ℃), łączenie płyt chłodzonych cieczą (równomierność ciśnienia < ±5 kPa) | System kontroli naprężenia arkusza, wykrywanie CCD jakości zgrzewania, czujniki ciśnienia klejenia | Klasa ogólna 7 (poziom 1000) | 10-25 | 12-18 |
Studium przypadku: Europejska firma motoryzacyjna początkowo planowała wprowadzenie cylindrycznej linii produkcyjnej. Jednakże, ponieważ wydajność spawania dla metody 4680 full-tab wynosiła tylko 85% (poniżej celu 95%), tymczasowo przestawiono się na linię produkcyjną z kwadratową obudową. Analiza poprzez Porównawcze studia przypadków】 wykazały, że dojrzałość technologii spawania szyn kwadratowych była wysoka (wydajność powyżej 98%). Pomimo niższej o 5% wydajności pojedynczej linii, inwestycje w sprzęt zmniejszyły się o 15%, co doprowadziło do masowej produkcji w ciągu 6 miesięcy.
2. Wydajność i rytm: Od “teoretycznego szczytu” do “zrównoważonej wydajności”
Planowanie przepustowości musi unikać “obsesji na punkcie UPH”, skupiając się zamiast tego na równoważeniu krótkoterminowych potrzeb z długoterminową ekspansją poprzez Etapowa mapa drogowa inwestycji】:
1. Definicja warstwy pojemności
- Teoretyczna wydajność szczytowa: Maksymalny limit operacyjny sprzętu (np. określona linia ma UPH równe 30, co oznacza 30 opakowań wyprodukowanych na godzinę), który służy jedynie jako odniesienie przy wyborze sprzętu.
- Zrównoważony potencjał: Odzwierciedla to rzeczywistą wydajność po uwzględnieniu czynników takich jak przezbrojenie, konserwacja i niedobory materiałów, zwykle około 70%-85% teoretycznego szczytu (zalecany cel wykorzystania jest ustawiony na poziomie 75% jako punkt odniesienia).
- Rezerwa na rozbudowę: Początkowe wdrożenie “podstawowych procesów + podstawowej automatyzacji” (np. tylko automatyzacja spawania modułów), pozostawiając pojemność 20%-30% na dodatkowe roboty lub zmodernizowane oprzyrządowanie w przyszłości.
2. Przeliczanie ilości urządzeń na podstawie rytmu
Na przykładzie linii produkcyjnej opakowań z kwadratowymi osłonkami:
- Zrównoważony potencjał docelowy: 20 UPH (wykorzystanie 75%, teoretyczny szczyt 26,7 UPH)
- Kluczowe czasy cyklu procesu: Spawanie szyn zbiorczych trwa 60 sekund na jednostkę, a mocowanie modułów 40 sekund na jednostkę.
- Konfiguracja urządzenia: Stacja spawalnicza potrzebuje 2 jednostek (60 sekund/jednostkę ÷ 3600 sekund/godzinę × 2 jednostki = 120 UPH, z rezerwą nadmiarową); stacja mocująca potrzebuje 1 jednostki (40 sekund/jednostkę × 90 jednostek/godzinę = 3600 sekund, spełniając zapotrzebowanie).
Zastosowanie narzędzia: Użyj 【Formularz oceny scenariusza przepustowości】 aby porównać inwestycje w sprzęt przy różnych wskaźnikach wykorzystania: jeśli wykorzystanie wzrośnie z 70% do 85%, potrzebne będzie dodatkowe stanowisko spawalnicze (kosztujące dodatkowe 100 000 CNY, ale zwiększające roczną produkcję o 21%, skracając okres zwrotu o 6 miesięcy).
3. Stopień automatyzacji: Sztuka równoważenia sztywności i elastyczności
Wybór automatyzacji musi określać skalę inwestycji i elastyczność operacyjną, łącząc tryb produktu i szybkość jego iteracji:
| Typ automatyzacji | Obowiązujące scenariusze | Główne zalety | Kluczowe pozycje kosztów | Czas przełączenia |
|---|---|---|---|---|
| Automatyka o wysokiej sztywności | Pojedyncze typy pojazdów o dużym natężeniu ruchu (np. roczna pojemność ponad 100 000) | Wysoka wydajność (wzrost UPH o 20%), niskie koszty pracy (redukcja siły roboczej o 80%) | Wysoka inwestycja początkowa (30% droższe niż linie elastyczne), wysokie koszty przezbrojenia (wymaga przeprogramowania oprzyrządowania) | 4-8 godzin |
| Elastyczny modułowy | Zróżnicowane małe partie (np. roczna wydajność 30 000-50 000, ponad 3 modele pojazdów) | Szybka zmiana, duża zdolność adaptacji do nowych produktów | Wysokie koszty utrzymania modułów (potrzeba modułów zapasowych), nieco niższa wydajność (UPH spada o 10%) | 30-60 minut |
Strategia wdrażania: Przyjęcie Etapowa aktualizacja】Początkowo stosuj “ręczny + półautomatyczny” dla podstawowych procesów (takich jak ręczne podawanie + automatyczne spawanie). Po ustabilizowaniu wydajności (powyżej 98%), należy przystąpić do modernizacji procesów załadunku i rozładunku za pomocą robotów. Krajowy producent baterii stosujący tę strategię zmniejszył początkową inwestycję o 40% i osiągnął docelową wydajność w ciągu 6 miesięcy.
4. Ścieżka procesu: Ścieżka technologiczna określa “DNA” linii produkcyjnej”
Wybór ścieżki procesu musi stanowić podstawę planowania przyszłych produktów na kolejne 3-5 lat, aby uniknąć przestarzałości linii produkcyjnej z powodu iteracji technologicznych:
- Tradycyjna trasa moduł-pakiet: Dojrzały i stabilny z niskimi nakładami inwestycyjnymi (20% mniej niż CTP), ale niskim wykorzystaniem przestrzeni (moduły zajmują 15% objętości opakowania). Nadaje się do scenariuszy wrażliwych na koszty z powolnymi iteracjami produktów.
- CTP (Cell to Pack): Eliminuje etap modułu, zwiększając wykorzystanie przestrzeni o 10%-15%, ale wymaga niestandardowych uchwytów (takich jak oprzyrządowanie do pozycjonowania dużych komórek), zwiększając inwestycje w sprzęt o 15%. Odpowiedni dla modeli high-end lub potrzeb dalekiego zasięgu.
- CTC (Cell to Chassis): Bezpośrednia integracja akumulatora z podwoziem, wymagająca głębokiej integracji z konstrukcją podwozia pojazdu, kompatybilna z liniami produkcyjnymi podwozi, obarczona wysokim ryzykiem inwestycyjnym (wymagany wspólny rozwój), ale może osiągnąć zmniejszenie całkowitej masy pojazdu o 10%.
Ostrzeżenie dotyczące sprawy: Północnoamerykański startup samochodowy przedwcześnie uruchomił linię produkcyjną CTC bez synchronizacji projektu z dostawcami podwozia, co doprowadziło do niekompatybilności narzędzi z nowym podwoziem. Linia produkcyjna stała bezczynnie przez 6 miesięcy, ponosząc dodatkowe koszty modyfikacji w wysokości 2 milionów CNY. Zaleca się korzystanie z 【Matryca ryzyka】 ocena dojrzałości technologii: CTC ma obecnie poziom dojrzałości tylko 3/5, a przed wdrożeniem należy ustanowić “okres zamrożenia technologii” (np. 12 miesięcy bez zmian w projekcie podwozia).
5. Dane i identyfikowalność: Zwiększenie wartości z “rejestrowania” do “przewidywania”
Możliwości danych określają kontrolę jakości i zgodność linii produkcyjnej, z jasną definicją ziarnistość danych I wymagania dotyczące identyfikowalności:
1. Wymiary gromadzenia danych
- Parametry procesu: Kluczowe parametry, takie jak prąd spawania (±5 A), moment dokręcania (±0,5 N-m), temperatura zgrzewania (±1 ℃) muszą być przesyłane do systemu MES w czasie rzeczywistym.
- Dane inspekcji: Zdjęcia rentgenowskie punktów zgrzewania, wyniki testu szczelności (współczynnik wycieku <1×10-⁶Pa-m³/s), dane testu końca linii (EOL) (napięcie, rezystancja wewnętrzna).
2. Granularność identyfikowalności
- Poziom podstawowy: Każde opakowanie można prześledzić wstecz do numerów partii komórek i identyfikatorów modułów.
- Poziom zaawansowany: Śledzenie każdego punktu spawania i parametrów procesu każdej śruby (co wymaga zwiększenia liczby czujników, co skutkuje 10%-15% większymi inwestycjami).
3. Wdrożenie cyfrowe
Przyjęcie 【Digital Twin Framework】: Synchronizacja fizycznego sprzętu na linii produkcyjnej z wirtualnymi modelami, zbieranie danych w czasie rzeczywistym za pośrednictwem SCADA, symulacja optymalizacji procesu w środowisku wirtualnym (np. dostosowanie prędkości spawania może zmniejszyć liczbę defektów o 5%). Niemiecka fabryka akumulatorów z powodzeniem skróciła czas dostrajania procesu z 2 tygodni do 3 dni przy użyciu cyfrowego bliźniaka.
Ostateczna logika decyzji o wyborze
Wybór linii montażowej akumulatorów musi być zgodny z dopasowanie strategiczne:
- Jeśli koncentrujesz się na przywództwo kosztowe: Wybierz kwadratową obudowę + tradycyjną trasę + automatyzację o wysokiej sztywności, aby kontrolować CapEx i OpEx.
- Jeśli koncentrujesz się na przywództwo technologiczne: Wybierz CTP/CTC + elastyczny moduł + zaawansowaną identyfikowalność, aby poświęcić krótkoterminowe koszty na rzecz długoterminowej konkurencyjności.
- Jeśli koncentrujesz się na szybka iteracja: Wybierz miękkie opakowania + półautomatyzację + podstawową identyfikowalność, aby zrównoważyć elastyczność i ryzyko inwestycyjne.
Ostatecznie nie ma optymalnego rozwiązania dla “stylu” linii produkcyjnej; tylko rozwiązanie, które najlepiej pasuje do obecnego etapu. Poprzez ocenę ryzyka związanego z technologią, kosztami i zgodnością z przepisami przy użyciu 【Tabela rankingu priorytetów ryzyka】, Kluczem do udanego wdrożenia jest wybór planu “kontrolowanego ryzyka i jasnego zwrotu”.
Potrzebujesz rozwiązania do montażu akumulatorów? Możesz skontaktować się z Grupa Comwin.